デジタル大辞泉 「ビール」の意味・読み・例文・類語
ビール(Biel)

Sponserd by ![]()
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
麦芽を主原料として醸造した,炭酸ガスを含むアルコール飲料で,ホップに由来する苦みを有し,持続性の泡を生ずる特徴がある。世界中で最も多く消費されている酒で,世界の1992年の製造量は1億1470万klであった。
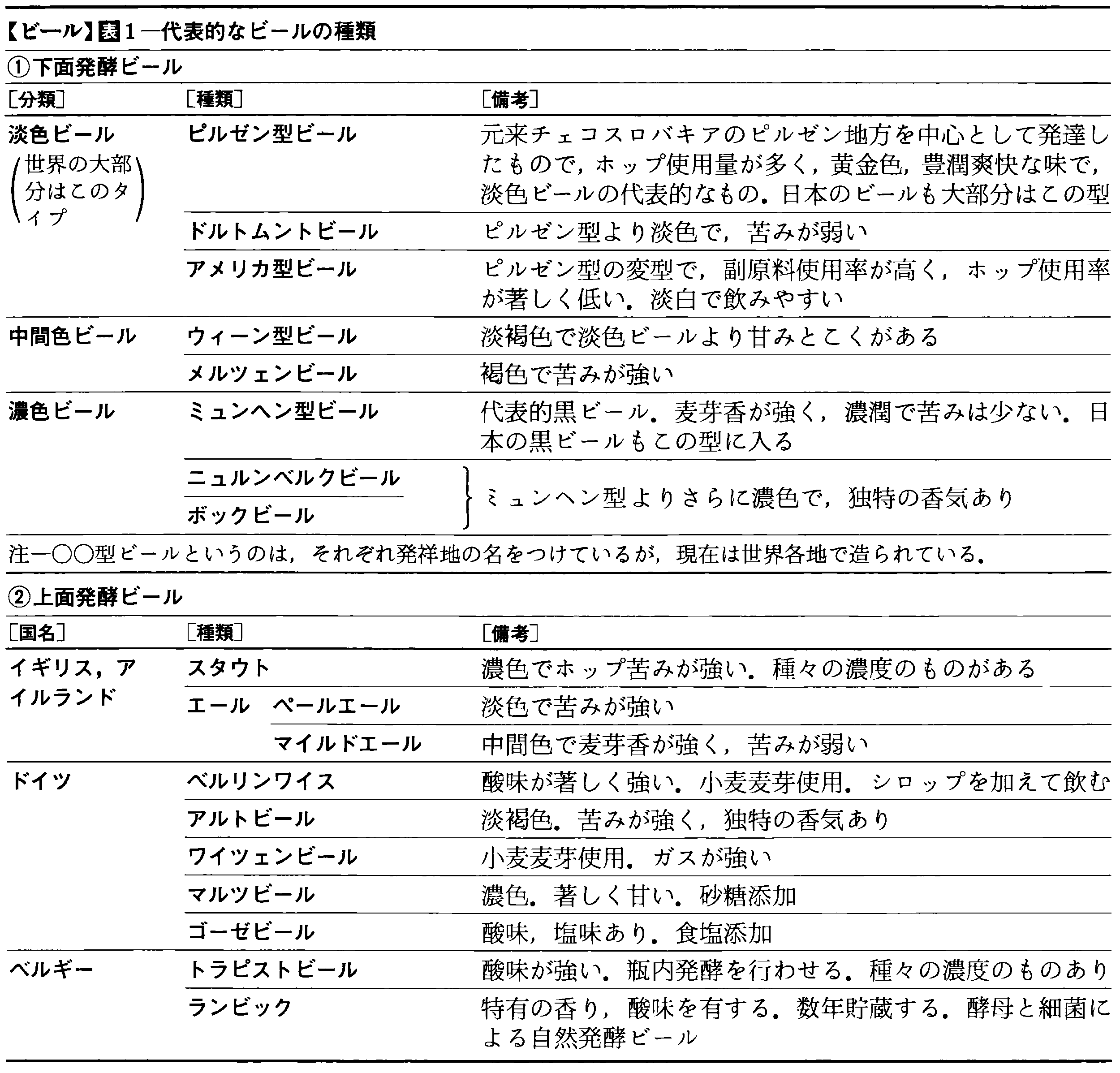
ビールは製造に使用する酵母によって,上面発酵ビールと下面発酵ビールに2大別される(表1)。このほか,色,発酵前の麦汁濃度,製造法,使用原料などによっても分けられる。上面発酵ビールに使用する酵母は,発酵末期に液面に浮上して粘稠(ねんちゆう)性の層となるのに対して,下面発酵ビールに用いる酵母は,逆に末期には凝集して底面に沈む。歴史的には前者の方が古く,下面発酵酵母が広く用いられるようになったのは19世紀に入ってからである。上面発酵ビールは,発酵時の温度が高いこともあって,香味が濃厚でくせが強く,現在ではイギリスなど一部の国を除いては,下面発酵ビールが主力となっている。
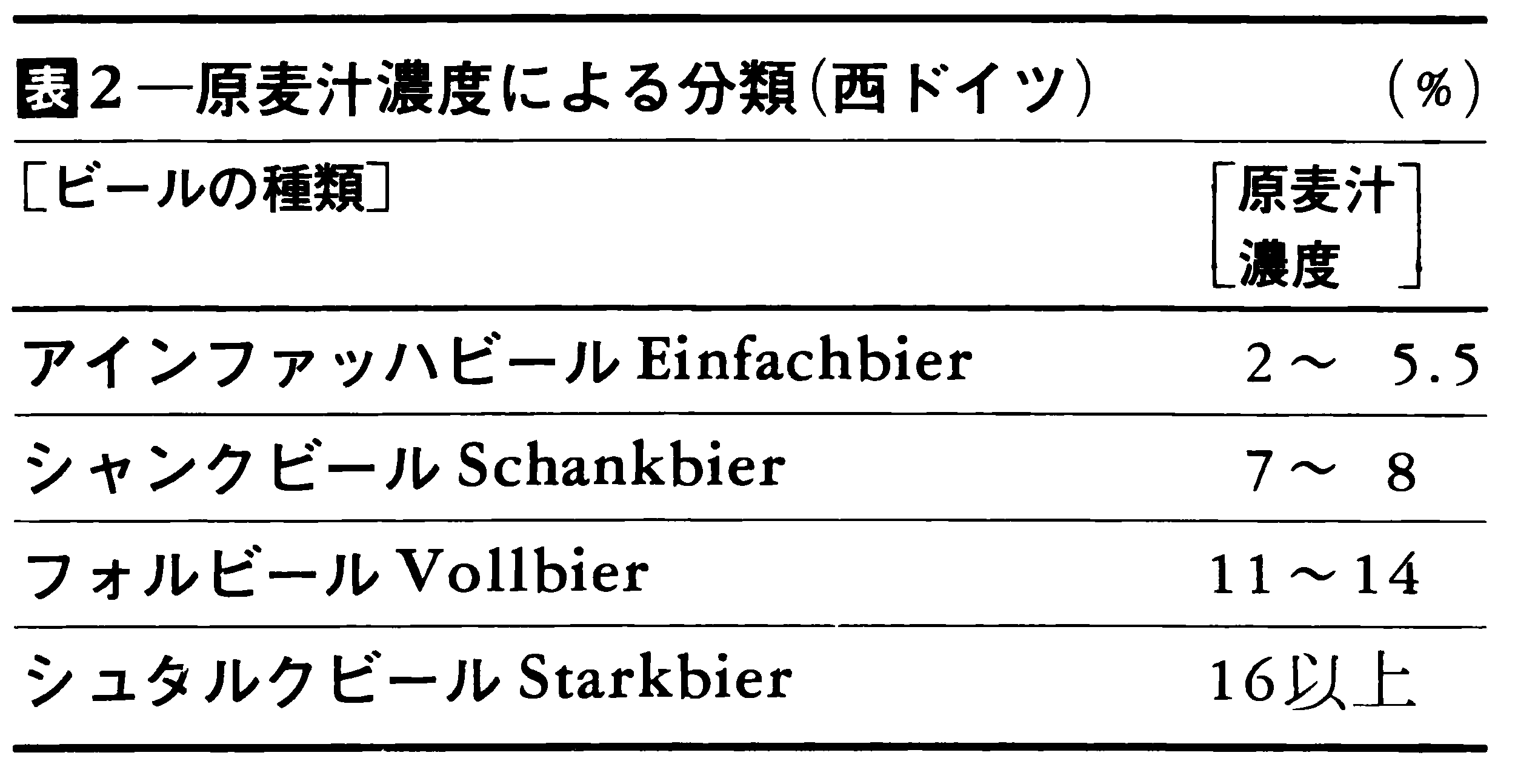
欧州諸国では,税法で麦汁濃度による分類がされている。ドイツの例を表2に示す。ただし,全体の99%はフォルビールに属する。
なお生ビールとは加熱殺菌していないビールをいい,これに対し加熱殺菌したものは熱処理ビール(パストールビール)と呼ぶ。ラガービールとは後発酵で熟成したビールの意で,英語圏では淡色下面発酵ビールのことを一般に指す。
以下,世界的に主力となっている淡色下面発酵ビールについて説明する。
大麦,ホップ,酵母,水,副原料(米,トウモロコシ,デンプンなど)がビールの原料である。
日本では穂に麦粒が2列に並んだ二条種を用いるが,アメリカなどでは六条種も使用している。ビール醸造用には,(1)粒が大きく穀皮は薄い,(2)デンプン含量が高くタンパク質は少ない,(3)発芽率が高く,麦芽にしたときの酵素力が強いなどの特性を必要とし,食用,飼料用の大麦と区別してビール麦と呼ぶ。日本ではビール大麦(または麦芽)の約7割を輸入している。主要な輸入国はフランス,カナダ,オーストラリアなどである。
ビールに苦みを賦与するとともに,その香気にも影響する。ホップの雌花は多数集まって松かさ状の球花になっており,成熟するとすべての雌花の基部にルプリンlupulinと呼ぶ顆粒(かりゆう)を生じ,この中に有効成分の苦味質と精油が含まれる。苦みのもととなるのはα酸という一群の化合物(フムロンhumuloneなど)である。β酸(ルプロンlupuloneなど)も苦みに多少寄与する。芳香のもとである精油にはミルセンmyrceneなどのテルペン系炭化水素と各種の含酸素化合物が最高2.5%程度含まれている。日本では山形,北海道などで作られるが,全使用量の70%以上が輸入によっている。主産地はドイツ,チェコスロバキア,アメリカなどである。最近ではホップ球花を低温下で粉砕後,小指の先ほどの大きさに成形したペレットなどの形で使用される。
下面発酵ビールにはサッカロミセス・ウバルムSaccharomyces uvarum(別名サッカロミセス・カルルスベルゲンシスS.carlsbergensis),上面発酵ビールにはサッカロミセス・セレビシエS.cerevisiaeに属する酵母を使用する。両者は糖の発酵性などに差がある。下面発酵ビール酵母は一般に胞子を形成せず,また倍数性も高く遺伝的に安定している。発酵時にアルコールと炭酸ガス以外にも多くの副次生産物を作り,これらがビールの香味に大きく影響する。ビール工場では,単一細胞に出発した優良菌株で製品特性にあったものを,純粋培養により増殖させ使用する。
ビール1klを造るためには約8~10klの水が必要である。一般に淡色ビールには軟水が,濃色ビールには炭酸塩硬度の高い硬水が望まれる。無色,無味,無臭で有害成分を含まぬことが必要で,とくに鉄,銅,マンガンなどの金属イオンや硝酸イオン,硫酸イオンなどの存在はビールの香味にとって好ましくない。
麦芽デンプンの代替として,大麦(未製麦のもの),小麦,米,トウモロコシなどを一部使用することが広く行われている。麦芽に対する使用比率は国により異なり,日本の酒税法では麦芽重量の1/2以下と定めているが,ドイツでは国内用ビールに副原料の使用を禁止している。
一般に生産地で最も安価な糖質源を副原料として使用する傾向があり,単位発酵性糖当りの価格が麦芽より安いので,その使用は経済的に有利である。このほか,副原料は麦芽由来の含窒素化合物などの諸成分を希釈する効果があるので,(1)味が軽く淡白となる,(2)混濁を生じにくくなる,(3)色が薄くなるなどの品質上の理由からも使用される。
ビールの製造は,(1)主原料である大麦から麦芽を造る製麦工程,(2)麦芽,副原料,ホップからビールを造る醸造工程,(3)ビールを製品化するパッケージング工程に3大別できる。
製麦は,浸麦,発芽,焙燥(ばいそう)の各工程よりなる。収穫後水分10~13%にまで乾燥した大麦は少なくとも6~8週間保存して休眠を終わらせた後,精選して夾雑(きようざつ)物を除き粒の大きさをそろえる。ついで水温12~16℃の水に40~70時間浸し,発芽に必要な水分(42~44%)を吸収させる。この間,通気などにより酸素を供給し,同時に発生した炭酸ガスを除去する。浸麦終了時には,大麦は幼根がわずかに出かかる状態となる。これを発芽装置に移して一定の厚さの表層とし,温度,湿度を調整しつつ適宜かくはんして均一に発芽させる。発芽方法および麦芽の種類により異なるが,通常4~8日を要する。発芽終了時には胚芽は穀粒中で全長の約2/3まで伸びており,この間に穀粒中に種々の酵素が増加,または新たに生成する。例えば,α-アミラーゼα-amylaseであるが,これは大麦中には存在せず発芽中に作られる。酵素の生成に伴って粒中の高分子の糖質,タンパク質なども一部分解し,大麦の組織は軟化しもろくなる。この現象を〈溶けmodification〉と呼ぶ。必要な溶けに達した麦芽(緑麦芽という)は乾燥室中で加熱空気を通し,初めは50℃以下で水分を減少させ,しだいに温度を上げ最終的には82~85℃まで熱する。この工程を焙燥と呼び,麦芽に香気と色度が賦与されるとともに水分は約3~4%に減少し保存に耐えるようになる。全加熱時間は18~36時間である。なお濃色ビール用麦芽の場合は最初から高温で加熱し,最終温度も120℃に達する。焙燥後,麦芽は根を除去し放冷してサイロ中に貯蔵する。
醸造は仕込み,主発酵,後発酵,ろ過の各工程より成る。麦芽および糖質副原料は粉砕して仕込槽に入れ温水とかくはん混合し,所定の温度-時間ダイヤグラムに従って酵素反応を行わせ,デンプンから麦芽糖,タンパク質からペプチド・アミノ酸などへと高分子化合物の分解を図り,マイシェmaischeと呼ぶ糖化もろみをつくる。この仕込みダイヤグラムはビールの品質設計に基づいて定められるが,大別して仕込槽全体の温度を調節するインフェージョン法と,もろみの一部を仕込みがまにとり煮沸して仕込槽に戻すことにより,槽の温度を段階的に上げるデコクション法があり,日本では一般に後者によっている。一例を示すとまずタンパク分解酵素の活動を主目的として,40~55℃で40~60分保持し(タンパク休息と呼ぶ),ついで65~70℃で60~90分保持して,アミラーゼの作用により,麦芽糖を主とした発酵性糖類を生成させ,さらに75~80℃に昇温して,酵素作用の停止,およびろ過の促進のための粘度低下を行わせた後,マイシェをろ過し麦汁(麦芽汁)と呼ばれる糖液と残渣(ざんさ)のかす(ビールかす)を得る。ビールかすは肥・飼料として使用される。なお,副原料がデンプン質の場合は,あらかじめ仕込みがまで小量の麦芽を加えて煮沸し,十分液化した後に仕込槽へ送るのが普通である。マイシェのろ過は,ろ過底をもったろ過槽で自然ろ過する方法とフィルタープレス式のろ過機で加圧ろ過する方法があり,ろ液の収量,所要時間,労力などで一長一短がある。得られた麦汁は煮沸がま中でホップを加え1~2時間激しく煮沸する。この操作によって,ホップ成分の溶出,変性による苦みと香気が賦与され,タンパク質の熱変性凝固が行われて,ビールの耐久性が向上され,麦汁の殺菌,酵素の破壊などの反応が行われる。煮沸によりホップのα酸(水難溶の6員環化合物)はイソα酸(水溶性5員環化合物)に変わり,麦汁に苦みを与える。この煮沸麦汁はホップかすを除いた後,沈殿槽(またはワールプール槽)に送られ,熱凝固物を分離し,5~7℃まで冷却する。ここまでを仕込工程といい,ビール製造の中で最も自動化の進んだ分野で,日本ではほとんどの工場でコンピューター管理されている。冷却された麦汁は通気して酸素を含ませた後,酵母を添加し(初期細胞数106~107個/ml),発酵タンク中で主発酵(または単に発酵と呼ぶ)を行わせる。酵母添加麦汁を,酛入槽(もといれそう)と称する中間タンクに1日静置してから,発酵タンクに移す場合もある。在来形のタンクは冷却コイルを内蔵する容量50~150kl(深さ2~3m)の角形のもので5~10℃の室内に設置する。主発酵は通常6~10日を要し次の経過をとる。酵母添加約12時間後から増殖が始まり,発酵性糖分の消費による麦汁比重の低下,アルコールおよび炭酸ガスの生成が見られる。24時間後には気泡で液表面が覆われ2~3日後には泡が高く盛り上がり,しだいに発酵熱を生ずるので冷却して最高8~9℃までに昇温を抑える。発酵最盛期は数日続くが,泡表面は析出したタンパク質,ホップ樹脂などにより着色してくる。また酵母の凝集沈殿も始まる。この間,生成する有機酸のためpHは低下する。液温を徐々に下げて最終3~4℃とする。主発酵の終わったビールは若ビールと呼ばれ,若臭または未熟臭と呼ばれる好ましくない成分を含み香味が粗く,未だ飲用には適さない。最近は300~1200klと大容量で温度コントロール可能の円筒形,またはシリンドロコニカル形と呼ぶ上部円筒で下部逆円錐形のタンクが屋外に設置されるようになり,建築費の低減とともに,作業性,生産性が著しく改善された。ただし,酵母の生理的条件が異なってくるため,従来方式と同品質の製品を造るためには,発酵経過の管理や使用酵母の選択に種々のくふうが必要である。若ビールは貯酒タンク(水平円筒型のものが多く最大100kl程度。耐圧構造で,0℃前後の室内に設置される。圧力調整器を有し,一定濃度の炭酸ガスがビール中に溶けこむ)に移し,低温で1~2ヵ月の後発酵(または貯酒という)を行わせ熟成する。この間に(1)残存糖の発酵により生じた炭酸ガスをビールに含ませる,(2)若ビール特有の未熟臭(ある種のカルボニル化合物,含硫黄化合物などによる)が消失し円熟した香味となる,(3)混濁物質が重合して沈降しビールが清澄化するなどの現象が起こる。後発酵を終了したビールは通常約0.5w/w%程度の炭酸ガスを含むが,ろ過綿,ケイ藻土などを用いたろ過装置により加圧ろ過して製品ビールとする。発酵,貯酒で生じた余剰酵母の一部は回収再使用されるが,大部分は加工して食品(酵母エキスなど),薬品(整腸剤)などに利用される。
(1)生ビール ビヤホールなどで生ビールとして利用されるものは,ろ過したビールを直ちに10~50lの樽に詰める。この樽は,以前は木製で内部ピッチ塗りのものが使用されたが,最近はほとんどステンレス製になっている。酵母が微量残っているので,低温に保ち短期間に消費する必要がある。大規模なビヤホールでは工場から生ビールをタンクローリーで運び,備付けのタンク中に保つことがある。一方,瓶詰,缶詰などの生ビールは,ろ過ビールをセラミックフィルター,ミクロフィルター(合成樹脂製)など微小孔径のろ過装置で再度ろ過して酵母を除き,あらかじめ殺菌した容器に無菌充てんする。これらは樽詰め生ビールと同品質を維持し,しかも酵母が存在しないので日もちする。各種容量のガラス瓶,アルミ(またはスチール)缶以外に,PET樹脂(ポリエチレンテレフタレート)の小樽(2~3l)も多用されている。(2)熱処理ビール 洗浄した瓶または缶にろ過ビールを詰めた後,60℃20分程度,湯槽(またはシャワー)中を通し加熱殺菌する。このほかビールを熱交換式加熱装置で70℃,20~40秒程度殺菌し無菌充てんする瞬間殺菌法もある。いずれにせよ,熱処理はビールの耐久性を保つうえで,必要最小限度の加熱にとどめる。これは加熱による香味変化をできるかぎり抑えるためである。最近のパッケージング工程は高速化し,瓶詰機の能力は600~1000本/min,缶詰機は最高2000缶/minにも達している。なお酸化はビールの品質劣化を招くので,生・熱処理ビールともに容器充てん時には空気のビール中への巻き込み,容器中への残存を極力避ける方策をとっている。
日本人とビールの出会いとして記録に残っている最初のものは,1724年(享保9)の《和蘭問答》で〈麦酒たべみ候処,殊の他悪敷物にて……,名をびいると申候〉とある。幕末の蘭医川本幸民(1810-71)は訳書《化学新書》の中でビールの製法を正確に記載しており,同人が日本で初めてビールを試醸したと伝えられるが確かではない。福沢諭吉は1865年(慶応1)《西洋衣食住》の中で〈又ビイルという酒あり,是は麦酒にて,其味至って苦けれど胸襟を開くに妙なり〉と述べている。江戸時代末期から明治初期にかけて外国ビールが輸入されるとともに,各所で小規模なビール醸造が試みられたらしい。当初はイギリス系の上面発酵ビールも造られたが,結局ドイツ流の下面発酵ビールが主力となった。工場規模での生産は1869年(明治2)アメリカ人W.コープランドにより横浜で,72年に渋谷庄三郎により大阪で,76年に北海道開拓使により札幌(官営)で開始された。もっぱら外人技師に頼った時代にあって,中川清兵衛はドイツで学んだ醸造技術を開拓使醸造所で発揮し,日本人ビール醸造技師の開祖といえる。明治10年代には各地に群小のビール会社ができたが,ほとんど家内工業的なもので永続しなかった。明治20年代に入り大資本によるビール事業の経営が始められた。
執筆者:上村 稔
ビールを生産する産業。日本のビール工業は典型的な寡占産業で,麒麟麦酒,サッポロビール,朝日麦酒,サントリー,それに沖縄県のオリオンビールの5社だけで生産を行っている。ただし,オリオンビールの生産量は少量であるので,実際は4社といってよい。とくにトップの麒麟麦酒のシェアは1970年代前半から60%を超え(アサヒビールなどの追上げもあり,90年代に50%に低下したものの),ガリバー型寡占の典型例とされた。ビール工業が寡占化している原因としては,(1)既存のブランドが確立していて,新しい販売網を作りあげることが困難なこと,(2)装置産業であるため,大規模な設備投資が必要とされることなどがあり,新規参入が困難となっている。
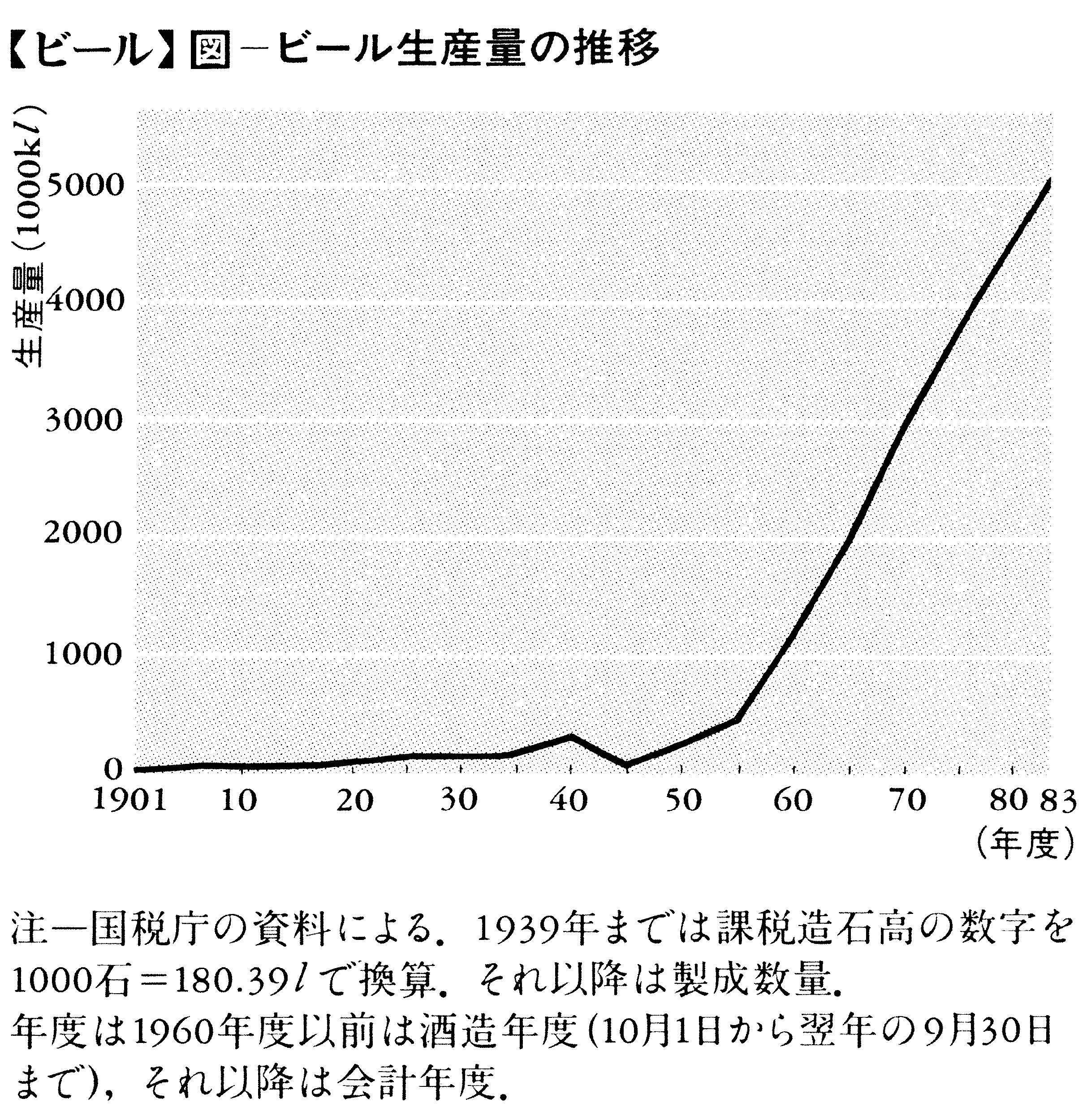
ビールの出荷額は2兆4200億円(1995年)で,酒類全体の半分を占め,量でみても約70%を占める。生産量(製成数量)も1956年度に清酒を抜き,83年度には505万kl,95年度には680万klとなっている。ビールの年間の需要動向は夏の気候に左右されるところが大きいが,暖房機器の発達,ビールメーカーの宣伝活動などにより,ビール消費の季節性は徐々に薄れる傾向にある。またビールの価格は現在では自由化されているが,実際には各社の価格は一致している。
1994年酒税法が改正され,ビールの製造免許取得に必要な年間最低製造数量が2000klから60klに引き下げられた。これに対応して,〈村おこし〉の一環として自治体が,また各地の日本酒メーカーなどが〈地酒〉ならぬ〈地ビール〉の開発にとりくむようになった。生産の総量は多くは見込めないものの,地域振興との関連でも注目されている。
日本のビール工業は明治に入ってから始まった。1869年(明治2)アメリカ人のW.コープランド(1832-1902)が横浜に設立した〈スプリング・バレー・ブルワリー〉が最初のビール会社で,〈天沼ビアざけ〉という名で販売していた。76年には北海道開拓使庁が札幌に麦酒醸造所(サッポロビールの前身)を建設した。その後77年ごろには東京,大阪などにビール会社が設立された。当時はイギリス風のビールとドイツ風のビールがあったが,ドイツ風ビールの方が人気があった。このため87年前後になるとドイツ風ビールを生産する大手メーカーが設立されるようになった。1885年にはスプリング・バレー・ブルワリーの事業を継承して香港法人のジャパン・ブルワリー(麒麟麦酒の前身)が,89年に札幌麦酒(サッポロビールの前身)が,90年には大阪麦酒(朝日麦酒の前身)が設立されている。また1887年には東京に有限責任日本麦酒醸造が設立され,恵比寿麦酒を販売した。その後ビールの需要は順調に増加していったが,ビール需要拡大に脅威を抱いていた清酒業界の圧力もあって,1902年にビールにも酒税がかけられるようになり,しばらく需要の伸びがとまった。ビールメーカーはこの酒税分を消費者に転嫁できず,さらに日露戦争後の不況期に需要が減少した。こうした状況下で乱売合戦も生じ,ビール業界は一時混乱した。共倒れを防ぎ,業界の安定を図るため,06年札幌麦酒,日本麦酒,大阪麦酒の3社が合併し,70%以上のシェアをもつ大日本麦酒が設立された。大正に入り新会社が内地だけで4社設立され,既存メーカーの新工場建設も行われ,とくに第1次大戦後の好況期には,再びビール業界の競争が激化した。このため33年大日本麦酒は,麒麟麦酒(1907年ジャパン・ブルワリーを三菱グループが買収して設立)と共同出資で,乱売防止のために麦酒共同販売を設立した。同年大日本麦酒は日本麦酒鉱泉(1887年丸三麦酒として愛知県半田に創業)を合併,34年寿屋(現,サントリー)は麦酒部を分離,その醸造販売権は大日本麦酒に移った。また43年に桜麦酒(1911年帝国麦酒として門司に設立)も大日本麦酒に合併され,ビール産業は大日本麦酒と麒麟麦酒の2社に集約された。
ビールの戦時統制は,1941年に原料の大麦が国家管理の対象となり,43年には日本麦酒酒造組合によりビール生産部門の統制が,また麦酒配給統制により販売部門の統制が,それぞれ始まった。
また1930年代に日本の海外進出とともに,ビール会社も海外進出し,33年朝鮮に朝鮮麦酒(大日本麦酒系)と昭和麒麟麦酒(麒麟麦酒系)が,34年中国東北部に満州麦酒(大日本麦酒と麒麟麦酒の共同出資)が設立された。
第2次大戦中にはビール工業も統制下に入り,1945年5月にはビールの生産を中止して,生産設備をアルコールの生産に転用することが決定された。しかし,配給停止が9月とされていたため,ビール酵母は終戦の時点で無事で,工場に対する戦災も比較的軽微であった。財政当局は,終戦後の混乱の中で頼るべき財源がなかったため,ビールからの酒税に期待し,ビール生産の回復を図った。しかし,占領軍は食糧危機下におけるビール生産には否定的であり,生産量はかなり制限せざるをえなかった。また46年,47年には生産されたビールの1/4~1/3が占領軍に消費される状態であり,ビールは依然として貴重品であった。48年に酒類配給公団が設立され統制業務が引き継がれたが,49年には公団は廃止され,公定価格制度は維持されたものの,ビール販売は自由化された。また,政府は税収確保の観点から,47年ビールに加算税を課した特価酒を販売したが,49年の自由販売への移行とともに減税が実施され,さらに50年には需要減に対応して2度目の減税が行われた。一方,大日本麦酒,麒麟麦酒両社は1948年,過度経済力集中排除法による分割対象企業となり,49年9月,大日本麦酒は,日本麦酒(1964年サッポロビールと改称),朝日麦酒の2社に分割されたが,麒麟麦酒は分割を免れた。分割当時の各社のシェアは日本麦酒38.6%,朝日麦酒36.1%,麒麟麦酒25.3%であった。そこでビールの自由販売への移行とともに,麒麟麦酒,日本麦酒,朝日麦酒の3社間で激しい販売競争が展開され,まず販売網の確立を目ざして,メーカーと小売店を結ぶ特約店の争奪戦が行われた。ビール生産は51年まで原料大麦の供給量が制限されていたため,麒麟麦酒と日本麦酒,朝日麦酒の力関係に大きな変化はなかったが,52年に大麦の統制が緩和されてから,麒麟麦酒のシェアが徐々に上昇し始めた。さらに,1950年代の後半から60年代にかけて,日本経済の高度成長により所得が増加したこと,電気冷蔵庫の普及により手軽に家庭でもビールが飲めるようになったこと,終戦後ビールに対する酒税が引き下げられ,他の酒類に対する価格競争力が増大したことから,ビール需要(移出数量)は急増し,1955年の41万klが65年には199万klとなった。また,1960年にはビールの公定価格制が撤廃された。
この需要増大期において,麒麟麦酒のシェアは1955年の37%から65年の48%にまで上昇し,戦後の麒麟麦酒独走体制を固めた。この時期,麒麟麦酒がシェアを上昇させた原因としては,次の点があげられる。(1)大日本麦酒の分割により,ブランド,生産網,販売網の面で麒麟麦酒が,日本麦酒,朝日麦酒に対し優位に立ったこと。麒麟麦酒が戦前から全国的に通用していたブランド〈キリンビール〉での販売を再開できたのに対し,日本麦酒は新ブランド〈ニッポンビール〉(57年から〈サッポロビール〉に変更)を,朝日麦酒は西日本中心に浸透していた〈アサヒビール〉を使わざるをえなかった。また工場配置面でも,麒麟麦酒が仙台,横浜,尼崎,広島とバランスがとれていたのに対し,日本麦酒は東日本に,朝日麦酒は西日本に工場が偏在していたため不利であった。(2)日本麦酒,朝日麦酒の2社は対麒麟麦酒で力をあわせるよりも,互いの競争に力を入れすぎたきらいのあったこと。さらになん回か両社が合併話に巻き込まれ,社内体制,特約店に動揺をあたえたことがあげられる。(3)麒麟麦酒が戦前から,都市の家庭層中心の販売戦略をとってきたことが,戦後の高度成長期の需要増にうまくマッチしたこと。これは大日本麦酒が,業務用に大きな勢力を築いていたことからやむをえずとられた戦略であったが,戦後も販売の中心を都市においたことは高く評価されよう。(4)積極的な設備投資により,需要増にうまく対処できたこと。麒麟麦酒は1957年東京工場を建設したのを皮切りに,61年横浜第二工場,62年名古屋工場を建設している。ちなみに,戦後日本麦酒,朝日麦酒が新工場を建設したのは61-62年であり,麒麟麦酒に一歩遅れをとった。
ビールの高度成長期の1957年,宝酒造が群馬県に工場を新設し,ビール業界に新規参入したが,発売当初の不評と販売網の弱さから67年工場を麒麟麦酒,サッポロビールに売却して撤退した。さらに,63年寿屋がサントリーと社名を変更し,東京都府中市に工場を新設,ビール業界に再び参入した。サントリーは朝日麦酒の販売網が使えたメリットとともに,生ビール(酵母をフィルターでろ過したもので,純粋の生ビールではない)を中心とした商品戦略により,70年代には5%を超すシェアを確保するに至った。一方,サントリーに販売網を開放した朝日麦酒のシェアは1960年代後半の20%台から70年代には10%台に低下し,その分麒麟麦酒,サントリーのシェアが上昇した。1965年に199万klであったビールの需要量(移出量)は70年に298万kl,75年に391万klと順調に伸びていった。しかし,1970年代後半から76年,78年,81年,84年と相次いだ増税に加え,需要の飽和化現象も生じ,需要の伸びが鈍化してきた。そのため,ビール各社は低アルコールビール,瓶詰生ビール,家庭用の樽状容器などの新製品を発売し需要の喚起を図っているが,その効果は今一歩である。そのなかで生ビールの比率は上昇しており,1980年代初期には30%近くに達した。
1992年の生産量は1億1470万klで,1973年の7300万klに比べて,57%増加している。世界最大の生産国はアメリカで2370万klと世界全体の20%強を占める。次いでドイツ1140万kl(9.9%),中国1020kl(8.8%),イギリス708万kl(6.1%),日本700万kl(6.1%)と続く。上位5ヵ国で,世界の5割以上の生産量となっている。一方,消費量を1995年の数字でみると(単位l),チェコが1人当り157でトップ,次いでドイツ138,デンマーク124,ベルギー104となっている。イギリスは101,アメリカ84,日本56。
→酒造業
執筆者:北井 義久
古代ギリシア人やローマ人は,ビールをすでに知ってはいたが,それを積極的につくろうとはしなかった。彼らは大麦の粉をこねてペースト状にしたプルスpuls,粗びきの粥,小麦のパンを主食としながら,飲物はブドウ酒であった。それは,彼らの祖先が麦作農耕に入る以前の遊牧生活から受けついできたものである。
古代ローマの歴史家タキトゥスは,ヨーロッパ北部のゲルマン人の民俗について,〈飲料には,大麦または小麦よりつくられ,いくらかぶどう酒に似て品位の下がる液がある〉(《ゲルマニア》)と述べているが,このローマの主権に従わない蛮族の飲物こそ,今日,世界で最も広く,また最も大量に飲まれている酒,ビールの原型であった。
穀類を原料とした酒は,デンプン質を糖化する手段として麦芽を用いるかこうじ菌などのカビを利用するかによって大別される。しかし,この分類は食糧としての穀類がどのような過程を経て飲料を派生していくかという食文化史的視点をまったく欠いている。シュメール人やエジプト人によって,前3000年から前2000年のころ,すでに麦を原料とした酒づくりが始まっていたにもかかわらず,ビールの起源をその時代まで一気にさかのぼらせることに躊躇(ちゆうちよ)する理由はここにある。
穀類の酒が広く飲用されるには,食糧としての穀物生産に余剰がなくてはならない。それと同時に,そこに成立した酒造技術は,食事のために穀物を調理する方法の中に胚胎していたとみなければならない。野生麦の栽培植物化とその食用化は,先土器新石器時代(前7500-前6500ころ)に一応完成した。ここに出現した麦食文化は,土器使用以前の,すなわち煮るという食べ方を知らない状況のもとで,粉食というその後の麦食文化の基本となる調理法をいち早く確立したと考えられている。麦粉を少量の水でねって火を通すという原理は,今日まで一貫して変わらない。
古代の麦作は,小麦より収穫が安定していて,しかも粒の大きい大麦が主であった。しかし,粉食では水とこねてドウ(練粉)をつくるとき,粘りがあまり出ない大麦粉より小麦粉のほうがすぐれている。とくに,発酵をともなう加熱加工,製パンにおいて,その優劣は決定的となった。そのため,ヨーロッパの大麦はひき割りにして粥にする食べ方から発展しないまま,食糧としての麦作の地位をやがて小麦にゆずることになる。
ビール誕生は,このパンと粥という麦食文化の二つの流れの中で,大麦麦芽の利用技術がどのように形成されていったかをたどることによって明らかとなる。シュメール人や古代エジプト人は,大麦を発芽させたあと天日乾燥したもの,すなわち麦芽が,製粉するとき穀皮も分離しやすく,また容易に微細な粉末になることを知っていた。おそらく,水につかったり雨にぬれたりした大麦を食べなければならなかった偶然の機会が,麦芽の発見につながったのであろう。麦芽粉でつくったパンはすぐ硬くなってしまうため,食べるとき乳に浸したり湯で戻さなければならない。こうして水分を与えられると,麦芽パンは自然に発酵をおこす。今日,ロシアの最も庶民的な飲料といわれるクワスは,ライ麦麦芽のパンを用いてつくる清涼飲料に近い酒であるが,ここにパンを経由してつくる古代ビールのなごりがある。
古代エジプトのパン食に対し,ギリシアや初期のローマは粥食であった。これは主作物がエンマー小麦か大麦かによる違いで,ヨーロッパの麦作は,マカロニ小麦が大麦にとってかわったローマを別にすれば,パン小麦が直ちに大麦を圧倒することはなかった。パンはぜいたく品であって,主食は大麦,雑穀,豆類の粥に肉を入れたごった煮という時代が続いたからである。
粒のままの大麦は煮ても米のように食べやすくならない。粗びき大麦の粥は,いり麦を粉砕してつくる粉粥に近く,粒食より粉食とみるべきである。粉食では穀皮の分離と製粉の容易さが求められる。いり麦や麦芽は,その後の調理加工や食味に制約が生じるとはいえ,古代のすぐれた前処理技術であった。麦芽を用いた粉粥は,今日のビール醸造の糖化工程と原理的には同じである。しかもそれは,日常の厨房の仕事の範囲で食物を飲物に転換することであった。ビール造りが古来家庭の主婦の領分であったことが首肯されよう。タキトゥスの記述にあるゲルマン人の飲料はこのようなものであったが,彼らは飲酒に対して節制がなく,酔えばけんかし殺傷におよぶことも多く,〈もしそれ,彼らの欲するだけを給することによって,その酒癖をほしいままにせしめるなら,彼らは武器によるより,はるか容易に,その悪癖によって征服されるであろう〉と《ゲルマニア》は伝えている。
肉食に対する補完的な飲物であるブドウ酒が,食事の中だけで飲まれるのに対し,飲物を必要としない粥食から,食事とはなれて,もっぱら酔うために飲む大麦の酒が生まれたのは,この二つの酒の醸造の動機と深くかかわっている。
ブドウ酒とビールの本質的な違いは,その原料が前者は飲物,後者は食物,というところにある。ブドウは乾燥した風土の生活に飲料として用いられるが,その収穫期は短く,一時に大量の果実を搾って保存しなければならない。貯蔵された果汁がブドウ酒である。すなわち,ブドウ酒はそれを飲む者にとって〈すでにつくられてあるもの〉なのである。一方,大麦は貯蔵性のよい食糧であり,ビールは飲む目的があって初めて醸造される。飲む者にとって,それは〈飲む日にあわせてつくられたもの〉であり,この違いが,ブドウ酒は〈ケ〉の日の飲物,ビールは〈ハレ〉の日の酒,という飲み方の違いになるのである。
ビール醸造が主婦の手をはなれて工業化の道を歩みはじめるのは,中世の農業革命によって穀物生産が増大してから後のことである。この時期に始まった三圃(さんぽ)農法は秋まきの小麦,ライ麦と,春まきの大麦,燕麦(えんばく),豆を共存させた輪作であった。食料としての小麦,醸造原料としての大麦という,目的に従った栽培がこれ以後行われるようになって,大量の原料集荷が可能となった。
小麦と大麦が食物と飲物に分化したのは,食品加工の適性と食味において,小麦がまさっていたからである。その一方で,醸造原料として最も重要な条件となる製麦適性(麦芽をつくるのに対する適性)において,大麦が断然すぐれているというかくれた理由があることも,見逃してはならない。
ビール醸造の規模が大きくなっていく舞台は中世の修道院であった。醸造技術の進歩が,当時の知識・技能集団である修道士の手にゆだねられたことではブドウ酒と軌を一にしている。修道院の自家用ビールが販売権を得て商品となるのは14世紀になってからであるが,その前段階として,醸造中に起こる腐敗や飲みきるまでの変質を防止するために,それまで用いていたグルートと呼ばれる種々の添加物に代えてホップが採用され始めていた。販売を目的としたビールの生産は,中世の都市の成立によって生まれた需要と,醸造技術の進歩によって安定した品質の製品が供給可能となったことに支えられていたのである。
16世紀には,イギリスのエールを除き,ホップはビール醸造に必須の原料として定着した。このころからドイツ各地にビールの企業化が盛んとなり,醸造所の集中する都市が台頭した。アインベック,ミュンヘンなどである。同じころ,これらの醸造所において発酵の新しい方法が始まろうとしていた。それは発酵温度を比較的高く経過させる上面発酵から,低温で時間をかけて醸造する下面発酵へ移行することであった。冷凍機が発明される以前,気温の高い夏の醸造は,ホップを使用するようになったとはいえ,腐敗の危険があって許されなかった。そのため,夏場に販売するビールは3月までに製造して冷涼な穴倉に貯蔵しておかなければならない。いわゆるラガービールが要求されたのである。
19世紀前半,ヨーロッパはコレラの脅威にさらされた。不潔な飲用水によって伝染するこの悪疫に対して,最も安全な飲物はビールとブドウ酒であった。人々にこう確信させたのは,コレラ流行の中心地にあったビール醸造所で従業員に1人の罹患者も出さなかったからだといわれている。事実,ビールは発酵によって醸造用水の微生物的な汚染を浄化しているのである。
ビール生産が装置化して巨大な産業に発達したのは,リンデによる冷凍機の発明,パスツール,ハンゼンなどによる微生物学とその応用技術の開拓,によって大規模な醸造を安全に遂行する技術が確立したことに負っているが,一面,その巨大化はそれに見合う需要と消費のあり方を喚起した結果であるとみなければならない。それは,ビヤ樽からジョッキについで飲むという狭域マーケットの飲み方から,ビール瓶や缶という密封容器を媒介として,広域マーケットの消費者の自由にゆだねられた飲み方への移行であった。ビヤホールの飲酒風俗は酒盛りであり,古代ゲルマン以来の酒としてのビールの飲み方である。だが,家庭に配達されるビールが酔いつぶれるほどに飲まれることは,もはやまれであろう。街頭におかれた自動販売機の普及は,ビールを清涼飲料と同じイメージに変えていく。
穀類の酒は,本来,祭りの神前にそなえて直会(なおらい)に飲むものであった。祭りに参集する者にとって,その穀類は主食料であり,その酒は常飲してはならないものであった。現代のビールにこうした面影をさぐることはできない。ハレの日の酒は,すでにケの日の飲物に変貌しているのである。
執筆者:麻井 宇介
スイス中西部,ジュラ山脈南東麓のビール湖南岸に位置する都市。人口4万9038(2006)。フランス語圏とドイツ語圏の境界にあってビエンヌBienneとも呼ばれる。13世紀初頭バーゼル司教によって建設されたが,ベルンと同盟して自治を享受,維持しつづけた。しかし,1815年ウィーン会議の際にベルンに合併され,現在はベルン州(カントン)に属する。時計工業の中心地であるが,中世の小都市の面影を残す落ち着いた町である。
執筆者:森田 安一
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
アルコール飲料の一つ。日本へは江戸時代にオランダ語のビールbierから入った語で、原料により麦酒と当て字される。一般には、麦芽を原料とし、ホップの苦味を有し、炭酸ガスを含み、アルコール分3~8%、泡のたつアルコール飲料といえよう。日本では、1901年(明治34)「麦酒税法」が公布され、初めて法的規制が行われた。現在では、酒税法によるビール(麦酒)の法的定義は次のようである。すなわち、麦芽、ホップおよび水を原料とし発酵させたもので、ほかに米、トウモロコシ、デンプンも一定範囲内(麦芽の2分の1以下)で使用することができる。副原料として米やデンプン質を使っているのは日本とアメリカで、軽いさわやかな味をつくるのに有効である。ドイツでは国内向けのビールはビール純粋令(1516)以来、麦芽、ホップ、水でつくるが、輸出用にはデンプン質を使うことができる。これは、輸送中の酒質の安定性や混濁などの防止のためである。イギリスでは砂糖を使うことも許されている。1995年(平成7)以降、日本では酒税法のビールの定義に含まれない(雑酒に分類される)発泡酒が発売されている。これは、低麦芽使用率のビール様発泡酒であるが、低税率で安価であり、品質もビールと比べてさほど遜色(そんしょく)がないため、ビール消費量の20%余りに達している。
[秋山裕一]
ビールの歴史は、人類が狩猟採集から、定住して農耕を始めたころにさかのぼる。ビール発祥の地はティグリス・ユーフラテス川流域のメソポタミア平原とされている。紀元前3000年ごろ、シュメール人はムギ類の栽培を行い、麦芽をつくって乾燥し、これをコムギの粉に混ぜて、パンに焼き上げ、さらにこれを砕いて湯で溶き、自然発酵によってビールをつくったという。これに関する記念碑がパリのルーブル美術館に保存されている。バビロニアのハムラビ法典(前1700ころ)には、ビールに関する取締り規則があり、またビールが給料の一部であったことも記されている。バビロニアの文化はすぐに古代エジプトに伝わった。エジプトには前2300年ごろの絵文字によって製法が残されており、麦芽のパンをつくり、これを原料として、バビロニアと同様の方法でビールがつくられ、かなり酸味の多いものであったと想像される。清澄剤の使用記録まであり、専業的な醸造場が誕生している。バビロニア時代はもろみをストロー様のもので飲んだようであるが、エジプトでは角杯が用いられている。
前8~7世紀にはアッシリア人に引き継がれ、しだいにギリシア、ローマへと伝わったが、両国ではワインを重用したため、ビールは麦作に適する北欧のゲルマン人に引き継がれていった。8世紀のころには、当時学問の府であった僧院がビール製造の中心となっていった。ホップの使用は明確ではないが、その原産地としてカフカス(コーカサス)説もあることから、紀元前すでに使用されていたことも考えられる。保存や保健のため、酒に薬草を加えることは古くから知られていたのである。しかし、確実な記録は8世紀になってからで、ホップの栽培がドイツで始められ、定着した。1516年、ミュンヘン(ドイツ)の王侯が、ビールはオオムギ、ホップと水でつくること(コムギはパンに)というビール純粋令を布告した。ドイツではこれを踏襲している。
16~17世紀になって、僧院で行われていたビール醸造が、国家に、あるいは市民の手に帰するようになる。19世紀になると、デンマークのハンゼンによる酵母の純粋培養法の確立、イギリスの産業革命による蒸気機関や冷凍装置の発明、パスツールによる低温火入れ殺菌法の発明など科学技術や微生物学の進歩と呼応して、醸造法の大変革がもたらされた。イギリスでは古いやり方の上面発酵法(発酵中に酵母が炭酸ガスとともに発酵液の表面に浮く)によるビール醸造を守っているが、19世紀中ごろ、ピルゼン(チェコ)で軟水を使う下面発酵方式で、淡麗なビールがつくられ、これが世界に広まった。日本もこの淡色、低温熟成のビールである。
[秋山裕一]
日本にいつビールが渡来したか明らかではないが、江戸中期の『和蘭(オランダ)問答』(1724)にはすでにこの語がみえ、長崎貿易を通じてオランダ人によってもたらされたと思われる。開港後、明治初年には早くもイギリス、ドイツのビールが輸入されている。日本での醸造については、蘭学(らんがく)者川本幸民(こうみん)(1810―1871)が初めて試醸したと伝えられているが、本格的な醸造は1869年(明治2)アメリカ人コープランドW. Copelandが横浜天沼(あまぬま)にスプリング・バーレー・ブリュワリーを設立し、「天沼ビール」をつくったことに始まる。日本人としては大阪の豪商渋谷庄三郎(しぶたにしょうさぶろう)が「シブタニビール」を、札幌では開拓使による「サッポロビール」がつくられた。このほか明治初年には、山梨県の野口、東京多摩の石川といった酒造家の先覚者も醸造を志した。コープランドの会社は1885年に、ジャパン・ブリュワリー・カンパニー(麒麟麦酒(きりんビール)の前身)に引き継がれたが、コープランドは工場の近くにビヤホールを開いていた。続いて、日本麦酒(ビール)醸造会社(恵比寿(えびす)麦酒)、札幌麦酒、大阪麦酒(旭(あさひ)麦酒)、丸三麦酒醸造所など、現在のビール会社の母体となる会社はこのころに生まれた。
1901年麦酒税法が定められ、初めてビールに課税されるようになった。日露戦争後、需要は拡大したが、激しい競合がおこり、これを避けるため整理統合が行われた。すなわち、1906年、日本麦酒、札幌麦酒、旭麦酒の3社合併により大日本麦酒が発足、翌年にはジャパン・ブリュワリーのキリンビールを一手に販売していた明治屋が、ブリュワリーを買収して麒麟麦酒を設立するに至った。ほかに加富登(かぶと)麦酒、帝国麦酒の2社があった。昭和に入って不況や生産過剰問題がきっかけで、各社が協力して自主統制を行うようになったが、国家統制へ移行し、1943年(昭和18)には、企業整備により大日本麦酒と麒麟麦酒の2社に統合された。太平洋戦争後の1949年(昭和24)、集中排除法によって、大日本麦酒は日本麦酒(現、サッポロビール)と朝日麦酒(現、アサヒビール)に分割され、麒麟麦酒を加えて3社になった。1957年「タカラビール」(宝酒造)が発売されたが、10年後撤退した。1963年には「サントリービール」が発売された。1999年(平成11)現在、北海道朝日麦酒と沖縄のオリオンビールを加え、6社42工場がある。なお、1994年、ビールの製造免許の最低製造数量基準が2000キロリットルから60キロリットルに引き下げられ、各地に地ビールとよばれる小メーカー(約200社)が誕生した。
[秋山裕一]
1883年(明治16)には約200キロリットルであったものが、1921年(大正10)には12万キロリットル、1939年(昭和14)には31万キロリットルとなった。終戦後の1946年(昭和21)には9万キロリットルと生産量は減少したが、経済の成長とともに急上昇し、1960年には清酒を追い抜き、1965年約201万キロリットル、1975年約390万キロリットル、1985年約480万キロリットル、1995年には約700万キロリットルに達している。世界のビールの年間生産量は、1996年に約1億2000万キロリットルで、日本の生産量はその約5%にあたり、世界第5位である。生産量第1位はアメリカ、2位中国であるが、1人当りの年間飲酒量ではドイツが多く約144リットル、日本は73リットル(大瓶116本)である。
[秋山裕一]
世界のビールの種類はきわめて多いが、通常、発酵前の麦汁のエキス分の多少、ビールの色調、使用酵母による発酵形式、殺菌の有無によって大別される。イギリスの伝統的なビールはアルコール分がやや高く、濃密な口当たりのエールで、上面発酵法によってつくられる。日本のビールはドイツ系で、各メーカーともに下面発酵法による淡色ビールが主製品であるが、濃色ビールの黒ビール、上面発酵によるスタウトも若干ある。
[秋山裕一]
(1)淡色ビール 原産地であるチェコのピルゼン市にちなみピルゼンタイプ(ピルゼン・ビール)といわれ、ホップのきいた苦味のある色の淡いビール。(2)中間色ビール ウィーンタイプ。黄金(こがね)色。(3)濃色ビール ミュンヘンタイプ。通常黒ビールといわれるもので、麦芽を高温度で焙焦(ばいしょう)し、黒褐色にしたものを用い、色の濃い、甘苦い特有の香気のある濃いビール。なお、発泡酒とよばれる麦芽率が低いアルコール飲料はビールの定義には含まれない。
[秋山裕一]
ビール酵母には上面酵母と下面酵母とがある。日本やドイツのビールは下面発酵方式による低温発酵で、酒質は軽い。上面発酵法はおもにイギリスやオランダなどに伝わるもので、スタウトやエールはこの方法でつくられ、発酵温度は15℃ぐらいである。酒質は濃く重い。上面酵母は発酵中に泡とともに表面に浮かび、高泡をつくる特徴がある。下面酵母は発酵最盛期には泡立つが、前者ほどではなく、酵母細胞どうしがくっつき合って沈殿する性質がある。上面酵母はサッカロミセス・セレビセーSaccharomyces cerevisiaeで、下面酵母はサッカロミセス・カールスベルゲンシスS. carlsbergensisと分類されていたが、今日では前者に統一されている。
[秋山裕一]
生ビールと熱処理ビールに分かれる。生ビールは後発酵(こうはっこう)の完了後に濾過(ろか)し、加熱殺菌しないで製品としたもの。熱処理ビールは保存性をあげるために瓶に詰めたあと、60℃に加熱殺菌したもの。熱処理ビールの意で使われていたラガービールのラガーlagerは本来「貯蔵」を意味する。
[秋山裕一]
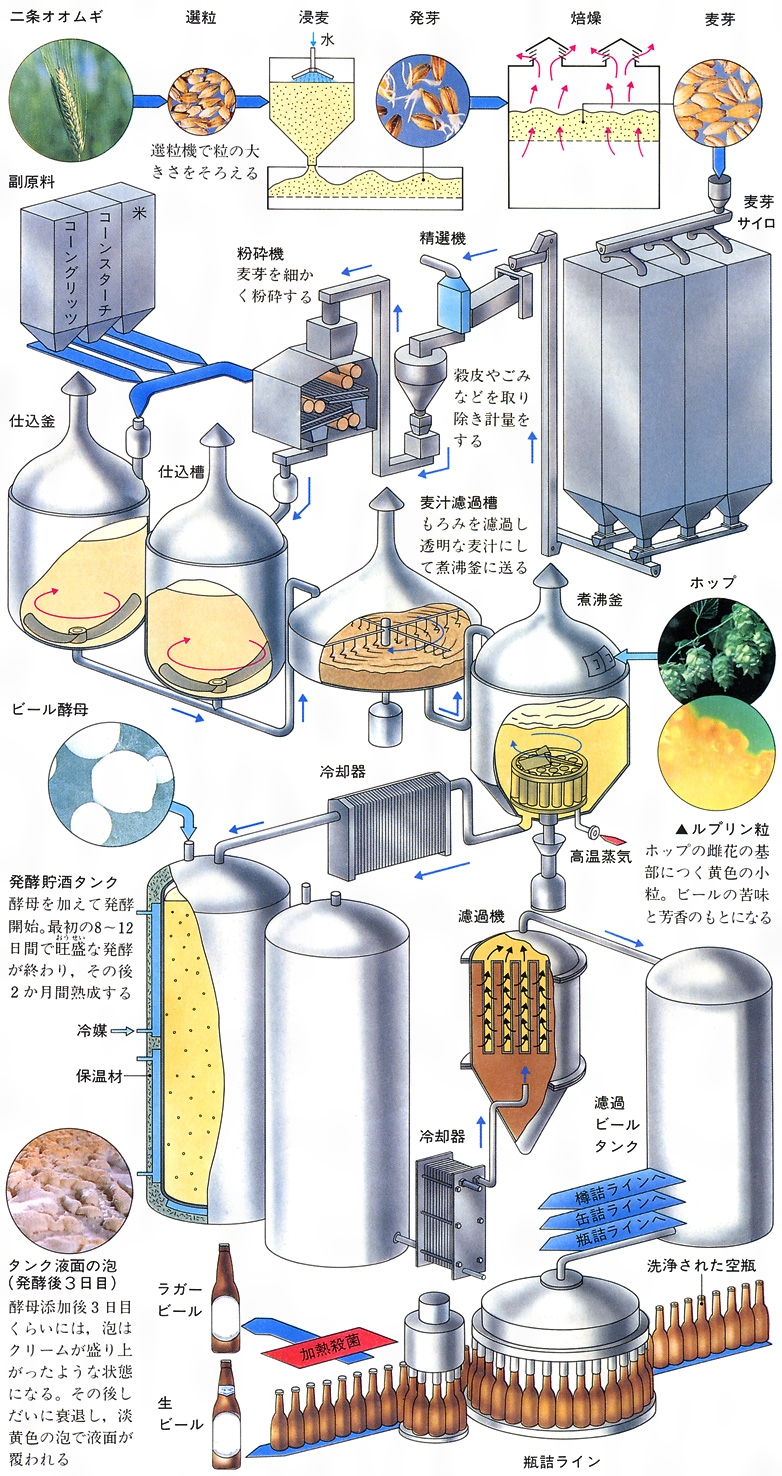
麦芽を糖化して麦汁をつくり、ホップを加えて煮沸、濾過、冷却し、酵母を加えて主発酵を行う。さらに低温で後発酵を行い、炭酸ガスを溶け込ませつつ熟成させ、濾過して、瓶詰などにし、製品にする。
[秋山裕一]
(1)水 日本のような淡色ビールには軟水がよいとされ、水道水が用いられている。濃色甘口のミュンヘン型のビールには硬度の高い水が使われる。
(2)ビールムギ オオムギを用いる。オオムギには二条オオムギと六条オオムギとがあり、後者は穂に粒が6列あり、小粒である。二条オオムギは粒が2列になったもので、大粒でデンプン質に富み、タンパク質が少なく殻皮も薄く、ビール醸造に適している。日本ではビールムギの生産は少ないので、ほとんどカナダ、オーストラリア、アメリカから麦芽として輸入している。
(3)ホップ クワ科に属し、つる性で雌雄異株、ビールには未受精の雌花を使う。有効成分のルプリンが形成され、ホップ油、樹脂、タンニンなどが含まれ、ビール特有の芳香や苦味のもとになる。
[秋山裕一]
(1)製麦 オオムギを水に浸(つ)けて吸水させ、調湿、通風しつつ、7~8日間かけて発芽させる。これを焙燥室で乾燥させて根を除いて麦芽にする。黒ビール用の麦芽は焙燥の温度を高くし焦がしたものである。
(2)麦汁製造 麦芽を粉砕し、約6倍の50℃ほどの湯を入れる。この液の一部を分け、副原料の米やトウモロコシといっしょに仕込釜(しこみがま)で煮る。これを元に戻し、一定時間糖化を図る。この操作を繰り返し、温度を高め(60~75℃)て糖化を進め、自然濾過する。これにホップを加えて煮沸釜で煮て、ホップの有効成分を抽出する。濾過冷却して発酵タンクに送る。
(3)主発酵 100キロリットルほどのステンレス製あるいはアルミ製のタンクに入れ、ビール酵母を加え、8℃ぐらいの温度で、約8~12日ほど発酵させる。
(4)後発酵 ビール中の炭酸ガスは、この工程でビールに吸収され、同時に味の熟成を図る。低温(1~2℃)で約1~2か月間ゆっくり発酵を行う。炭酸ガス圧として0.5気圧ぐらいになる。
(5)濾過と製品 熟成したビールは炭酸ガスを失わないように、加圧下で低温で濾過する。濾過は珪藻(けいそう)土や遠心分離機を用いたり、ミリポアフィルターやセラミックフィルターで除菌する方法が行われている。濾過したビールをそのまま樽や缶に詰めたものが生ビールである。新鮮な風味が好まれる。濾過ビールを瓶詰にし、加熱(60℃)、殺菌したものが熱処理ビールで、保存性が高い。瓶は633ミリリットル、500ミリリットル、334ミリリットルなどの規格がある。缶は350ミリリットルから2リットル、3リットルなどがある。樽は10~100リットルのステンレス容器が用いられる。
[秋山裕一]
ビールはコロイド状態の酒といわれ、その泡持ちに特性があり、苦味、爽快(そうかい)な飲料である。ビールの生理作用は、炭酸ガスの胃壁への刺激で胃液の分泌を促し、ホップ成分は唾液(だえき)、胃液、胆汁の分泌を促進して、食欲増進の効果がある。また、腎臓(じんぞう)の機能を高めるため利尿作用がある。
[秋山裕一]
5~8℃ぐらいに冷やして、泡を楽しみながら、爽快なのどごしを味わう。グラスはよく洗って油けのとれたものを使う。油けがあると泡が消える。ビールは適度に泡がたつように注ぐ。冷やしすぎると泡や香りがたたず苦味が強く、温度が高いと泡ばかりになってしまう。グラス面の3~5センチメートルぐらい上からグラスの真ん中に、初めはある程度勢いよく注ぎ、半分ぐらい注いだら泡を見ながら瓶をグラスに近づけ、ゆっくりと注ぐ。グラスに2センチメートルぐらいの厚さに残った泡は重要な役割をもつ。泡はビールの生命であり、純白できめの細かい泡立ちと泡もちがよいことがたいせつ。泡はビールの成分が炭酸ガスの気泡を包んで泡となるもので、タンパク質やデキストリン分、ホップ成分などが関与している。
[秋山裕一]
『植田敏郎著『ビールのすべて』(1962・中央公論社)』▽『キリンビール編『ビールと日本人』(1984・三省堂)』▽『三省堂編・刊『ビールの事典』(1984)』▽『松山茂助著『麦酒醸造学』(1970・東洋経済新報社)』▽『大塚謙一編『醸造学』(1981・養賢堂)』▽『井上喬著『やさしい醸造学』(1997・工業調査会)』▽『橋本直樹著『ビールのはなし(Part2)』(1998・技報堂出版)』
ドイツのスコラ神学者、哲学者。ハイデルベルク、エルフルトなどで学び、ウルアハ、アインジーデルなどの修道院長を歴任。チュービンゲン大学の創設にかかわり、1484年以降はその教授活動を通じて同大学に名声をもたらした。彼はオッカム学派の唯名(ゆいめい)論者である。未完の主著『命題集注解要録』Epithoma pariter et collectorium circa quattuor sententiarum libros(1495)はオッカムを祖述したものであるが、説明が明快で一貫し、また中世思想をよくまとめていて、唯名論の普及に貢献した。その神概念はルターに深い影響を与えた。
[常葉謙二 2017年12月12日]
インド西部、北はラージャスターン州のアジメール付近、南はマハラシュトラ州のターナ地域まで、東はマディヤ・プラデシュ州のインドーレ周辺にかけて住む人々。かつてビール人は盗賊として有名で、山地にこもって平野部の人々を襲っていたが、現在では農民、労働者として暮らしている。農業は鋤(すき)を使って稲、雑穀類をつくっている。山地では焼畑を行うビール人もいる。ビール人はインドの古い民族の一つと考えられているが、起源、歴史は明らかでない。皮膚の色は濃く、唇は厚く、広い鼻をもち、身体的にはムンダ人に似ているが、現在のビール語はインド・アーリア語族に近い。ビール人の文化・社会は、長い間他の民族(ラージャスターン人、グジャラート人、マラーティー人)と隣接あるいは混住していたため、それらの文化の影響を受けて変化したものと考えられる。一部はイスラム教徒であるが、多くはヒンドゥー教的要素の入った宗教をもっている。
[板橋作美]
ドイツの外科医。腰椎(ようつい)(脊椎(せきつい))麻酔法を開発、その普及を図り、晩年は生命論に関心を寄せた。ヘルゼンに生まれ、ベルリン、ライプツィヒ、キールの各大学で学び、キール大学では外科のエスマルヒFriedrich von Esmarch(1823―1908)の指導を受けた。1899年グライフスワルト大学、1903年ボン大学、1907年ベルリン大学の外科教授を歴任。腰椎麻酔のほか、充血療法を開発した。
[中川米造]
スイス西部、ベルン州の都市。フランス語名ビエンヌBienne。ジュラ山脈の南麓(なんろく)、標高440メートルの扇状地上に位置する。首都ベルンに次ぐ同州第二の工業都市で、人口4万9157(2001)。時計工業ではチューリヒに次ぎスイス第2位を占め、金属・機械工業も盛んである。隣接する14町村をあわせて8万4200(1999)の人口集中地域を形成する。市民の3割はフランス語を常用するが、公私ともにドイツ語とフランス語を同等に話す町である。
[前島郁雄]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
尿路結石(にょうろけっせき)の排出にも有効です。
ビタミンBの一種である葉酸(ようさん)は、ワインやウイスキーの100~1000倍も含有。その働きで脂質の代謝を活発にし、皮膚の健康を保って肌荒れを防いでくれます。
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
Sponserd by ![]()
出典 日外アソシエーツ「367日誕生日大事典」367日誕生日大事典について 情報
Sponserd by ![]()
…老齢のものほど色は暗色になり,繊維も粗く,脂肪も黄色みを帯びて風味が劣る。2歳未満の子ウシの肉をビールvealと呼んでいるが,肉色が淡く脂肪分が少なく水分が多いので味は淡白でやわらかい。牛肉の成分は品種,年齢,栄養状態,体の部位によってさまざまである。…
…また,みそ漬には上質のやわらかい肉が使われるが,これは江戸時代には近江の彦根藩から例年将軍家に献上されたものであった。なお,ビールと呼ぶ子牛肉は,生後2~3ヵ月の乳牛の雄が多く,肉は色が淡くやわらかで脂肪も少なく,背肉はステーキ,もも肉はローストやカツレツにされる。【平野 雄一郎】
[生産,貿易]
牛肉は欧米諸国では,主食的地位を占めるといっていいほどの重要な食品であり,世界全体では5051万t(枝肉量,1994)の生産量がある。…
…飲料はアルコール飲料と非アルコール飲料に大きく分類され,これらの製造業を飲料工業という。アルコール飲料すなわち酒類は清酒,ビール,ウィスキー,ブドウ酒などがおもなもので,非アルコール飲料には炭酸飲料,果実飲料,濃厚乳酸飲料などの清涼飲料のほか,コーヒー,紅茶,緑茶などが含まれ,その裾野は広い。
[アルコール飲料]
日本の酒税法では,アルコール分1度以上の飲料を酒類と定め,清酒,合成清酒,焼酎(しようちゆう),みりん,ビール,果実酒類,ウィスキー類,スピリッツ類,リキュール類,雑酒の10種類に分けている。…
… 日本の酒税法では,酒は〈アルコール分1度(容量比で1%)以上の飲料〉と定義され,液体に限らず糖類でアルコールなどの分子をくるんだ粉末状のものも酒とみなされるが,みそ,しょうゆのようにアルコールを1%以上含むものであっても嗜好(しこう)飲料として供しえないものは酒から除外されている。
【酒の種類】
酒は,製造法のうえから醸造酒,蒸留酒,混成酒の3種に分類されるが,日本の酒税法では清酒,合成清酒,焼酎,みりん,ビール,果実酒類,ウィスキー類,スピリッツ類,リキュール類,雑酒の10種類に分類される。なお酒税法上の種類名を製品に表示することが義務付けられている。…
…酒造法(1953公布)で決められている酒類(アルコール分を1%以上含む飲料および溶かした場合アルコール1%以上となる粉末)を製造する産業。 1995年度の酒類の出荷量(課税移出量)をみると,清酒130万kl,焼酎(しようちゆう)68万kl,ビール698万kl,ウィスキーおよびブランデー18万kl,果実酒類17万kl,その他合成清酒,みりん,リキュールなどで,総出荷量は1000万klとなっている。 現在の産業構造の特徴としては,ビール,ウィスキーといった明治以降に日本で本格的に製造されるようになった洋酒類は,少数の大企業によって近代的な大工場で生産・販売がなされ,寡占化が進んでいるが,清酒,焼酎(とくに乙類)など江戸期以前からある酒類については,大企業もあるが多くは多数の小企業によって製造されていることである。…
…ビールなどを飲むための取っ手のついた容器。ガラス,陶磁器,銀,ピューター(スズを鉛の合金)などでつくられ,0.3~1lくらいの容量のもの。…
…(2)黄酒 中国では穀類を原料とする醸造酒を総称して黄酒という。ただし,ビールは除外される。華北,東北では主としてキビ米(もちアワ)を用いているが,南部地域ではもち米を主とし,うるち米も少量使われている。…
…上流地方の木材,木炭,石灰,石材や南チロルのブドウ酒を運ぶいかだも,ミュンヘンの河岸に逗留(とうりゆう)して3日間市民に積荷を開くべきものとされた。市の商人は,ベネチア,フランドル,またボヘミアにいたる香料,毛織物,絹などの遠隔地取引でも活躍したが,〈領邦都市〉ミュンヘンの重要な基盤を形成したのは,むしろ,上バイエルン一帯の村々からもたらされる穀物や家畜の市であり,また農民や市民の需要に応えるさまざまな手工業であった(14世紀半ばにはビール醸造所もすでに21を数えた。人口は1381年で約1万1000)。…
※「ビール」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
乞巧奠〈公事十二ケ月絵巻〉〘 名詞 〙 陰暦七月七日の行事。乞巧は技工、芸能の上達を願う祭。もと中国の行事であるが、日本でも奈良時代以来、宮中の節会(せちえ)としてとり入れられ、在来の棚機津女(たなば...