
改訂新版 世界大百科事典 「連続鋳造」の意味・わかりやすい解説
連続鋳造 (れんぞくちゅうぞう)
continuous casting process
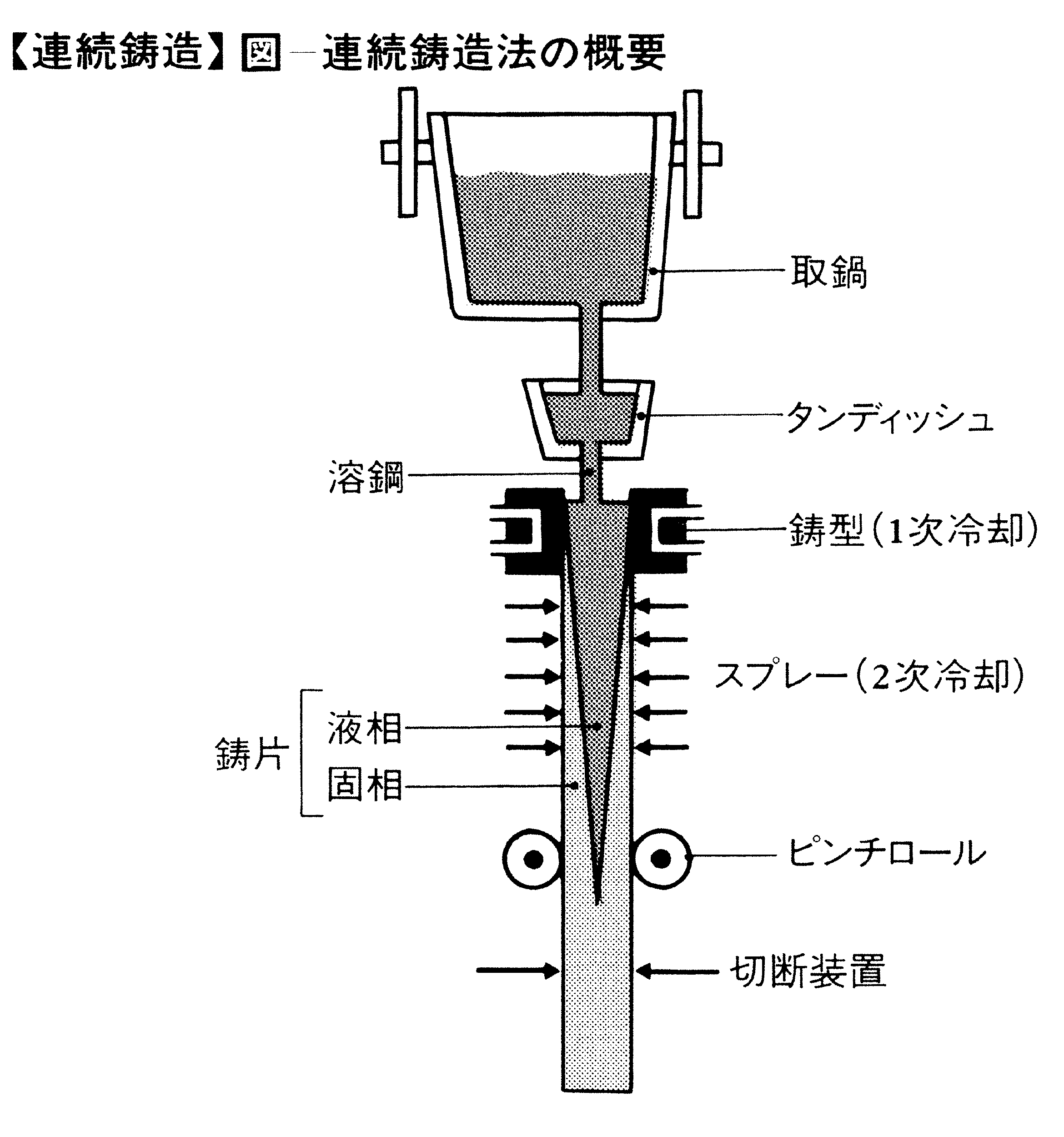
溶融金属を底のない鋳型で凝固させながら連続的に引き抜くことにより,正方形,長方形,円形などの単純な断面形状の長尺製品,おもに圧延用素材のスラブ,ブルーム,ビレットを製造する方法をいう。連続鋳造機は溶融金属の上流から,タンディッシュ,鋳型,2次冷却帯,ピンチロール,切断機から成る(図)。タンディッシュは取鍋(とりなべ)/(とりべ)からの溶融金属を受け,鋳型へ溶融金属を供給する容器である。ここで鋳型への溶融金属供給速度の調節,各鋳型への溶融金属の分配,溶融金属の貯蔵,スラグおよび非金属介在物の分離などが行われる。溶融金属が空気にさらされて酸化,窒化しないようにすることが必要である。また鋳型に溶融金属を供給するとき鋳型内の溶融金属の流れが鋳片品質に大きな影響を及ぼす。そのためタンディッシュ出口に長いノズルを設けて,先端を鋳型内溶融金属に浸し,溶融金属が空気にふれるのを回避し,鋳型内の流れの制御を行うこともある。鋳型は水冷式の銅製で,ここで1次冷却される。鋳型は,鋳型から引き抜かれた鋳片が形状を保持し,未凝固溶融金属が流出しない強さの凝固殻を形成させることを役目とする。水冷構造には,銅管を用いる方式,銅ブロックに水冷溝を穿孔(せんこう)する方式,水冷溝を有する銅板を組み立てる方式がある。鋳型と鋳片との間の摩擦を軽減し,焼付きを防止するため潤滑剤を用い,鋳型の往復運動が行われる。潤滑剤は吹付けナタネ油とともに鋳型内溶融金属表面へ添加されるパウダーである。パウダーは鋳型内溶融金属に添加されてスラグとなり,鋳型と鋳片との潤滑だけではなく,鋳型溶融金属の酸化・窒化防止と保温,溶融金属の表面に浮上した非金属介在物の捕捉に大きな効果があり,きわめて重要である。鋳型の往復運動はオシレーションと呼ばれ,種々な速度と幅が採用されており,パウダーとともに鋳片の表面性状に大きい影響を及ぼす。鋳型での冷却も鋳片の品質への影響が大きく,冷却能力,長辺と短辺の冷却バランス,冷却水の水質制御など,十分に管理する必要がある。2次冷却は,鋳型で形成された凝固殻を変形しないようにロールで保持しながらスプレーによって直接冷却して行われる。鋳片の凝固の大部分はこの2次冷却によってなされ,鋳片の凝固組織の制御,鋳片の割れ防止などに密接に関係する。2次冷却帯のロールはつねに高温の鋳片に接触し,水,水蒸気,金属酸化物などがある悪い環境に置かれているので,使用材質,構造,保守管理が重要である。引抜装置はスリップしないで引き抜けるように数組のロールを用いるマルチドライブ方式などを採用している。切断はガストーチ,油圧剪断機を使用する。
連続鋳造法の長所は,従来法のインゴット(鋳塊)をスラブ,ブルーム,ビレットに熱間圧延する分塊工程が省略できることから省エネルギーが達成されること,造塊法で必要な押湯がなくなり歩留りが向上すること,冷却速度が大きく鋳片の偏析が少なくなり,指向性凝固のため気泡,収縮孔,非金属介在物などの欠陥が減少して鋳片品質が向上することなどである。短所は,造塊法に比べて設備費が高いこと,きわめてわずかではあるが品質的に連続鋳造化できない合金があること,鋼は熱伝導率が低いために生産性が低いことなどである。断面寸法に限界があり,鋼の上限はスラブで264cm×32cm,ブルームで40cm×56cm,下限は10cm×10cmである。
連続鋳造機の型式は,垂直型,垂直曲げ型,垂直逐次曲げ型,湾曲型,湾曲逐次曲げ型,水平型に分類される。建屋を高くしたり,地下深くする必要のない水平型に近づける努力がなされて垂直型から改良されてきたが,水平型はまだ実用化されていない。水平に近づくにしたがって,気泡や非金属介在物の除去が困難になるため,現在も研究が続けられている。特殊な連続鋳造法としては,水冷銅内の黒鉛鋳型による鋳鉄,銅,銅合金,アルミニウム,アルミニウム合金の棒,管の製造がある。また,直接圧延法も連続鋳造法の変形とみることもできる。多角形,H形断面,管の連続鋳造も試験されている。鋼の連続鋳造では,低い生産性を補うため多数の鋳片を同時に鋳造するマルチストランド方式などが採用されている。生産量の多くない非鉄金属の場合には,所定の長さの鋳片を製造すると鋳造が終了する半連続鋳造法も使用されている。
連続鋳造法の最初の考案は1846年,H.ベッセマーによってなされた双ロール法である。底なし鋳型による連続鋳造法の実用化は非鉄金属については1920年代,30年代にユングハンスS.JunghansやロスW.Rothによって実現された。鋼の連続鋳造法はユングハンスとロッシI.Rossiによって40年代に実用化が試験され,50年代前半に工業的に使用されはじめた。工程省略と歩留り向上が実証されたことから,連続鋳造の普及は著しく,現在の鋼の連続鋳造化率は約60%にも達している。連続鋳造機の方式にはコンキャストConcast,マンネスマンMannesmann,デマクDemag,オルソンOlsson,コッパースKoppers,ダニエリDanieli,ソ連方式などがあり,それぞれ特徴がある。圧延で鋳造組織を解消するには,最小加工比(鋳片の断面積/製品の断面積)が3以上である必要がある。表面品質からは最小加工比が10以上が望ましいという結果もあるが,圧延の割合をできるだけ小さくして圧延費用を低下させるため,できるだけ薄いスラブの連続鋳造およびできるだけ製品に近い形状の鋳片の連続鋳造が今後の課題である。
執筆者:佐藤 彰
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()