
日本大百科全書(ニッポニカ) 「研削加工」の意味・わかりやすい解説
研削加工
けんさくかこう
一定の形状寸法をもつように切刃となる砥粒(とりゅう)を固定してできている工具(たとえば研削砥石(といし)、研磨布紙(ふし))により加工物表面を仕上げる加工法。研削加工の特徴は、砥粒が非常に硬いため、切削加工が困難な焼入れした工作物や、超硬合金のような硬い材料をも加工できること、切屑(きりくず)がきわめて小さいので、加工面の粗さは良好で、高い寸法精度のものが得られることである。一方、切削速度が非常に速く、切刃の頂角が鈍角のため、研削抵抗が大きくなり研削点の温度が高く普通の切削加工の10~20倍にもなるため、冷却性能がよく、研削性能のよい研削液を必要とする。
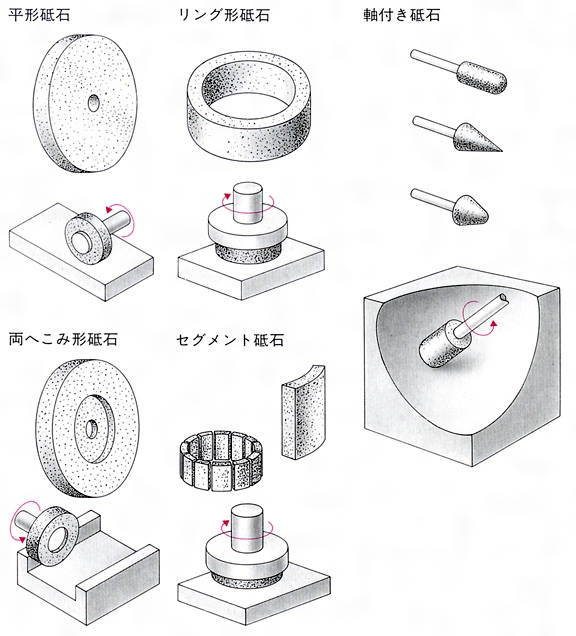
研削加工に用いられる砥石は、砥粒、結合剤、気孔の3要素から構成されている。砥粒としてよく使われているものとしては、酸化アルミナ系、炭化ケイ素系のもの、CBN(cubic boron nitride立方晶窒化ホウ素)、ダイヤモンドなどがある。CBNはアルミナ系の約2倍の硬さがあり、靭性(じんせい)、熱安定性はダイヤモンドより優れ、ますます用途が拡大している。結合剤は砥粒を保持する役目をし、その種類によって、ビトリファイド砥石、レジノイド砥石、メタルボンド砥石、シリケート砥石、ラバー砥石、セラック砥石などに分けられる。これらのなかでもビトリファイドは、結合力や気孔の調整などの点でもっとも優れていることから、現在、用いられている砥石の90%以上はビトリファイド砥石となっている。気孔は、研削中、切屑の逃げを助ける役目をする。研削砥石の性能は、(1)「砥粒の種類」、(2)砥粒の大きさを示す「粒度」、(3)砥粒を保持している強さを示す「結合度」、(4)砥石容積中に占める砥粒の割合を示す「組織」、(5)「結合剤」の5要因によって支配され、研削対象工作物によって適切な砥石を選択する必要がある。
[清水伸二]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponsored by ![]()