デジタル大辞泉 「製材」の意味・読み・例文・類語
Sponserd by ![]()
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
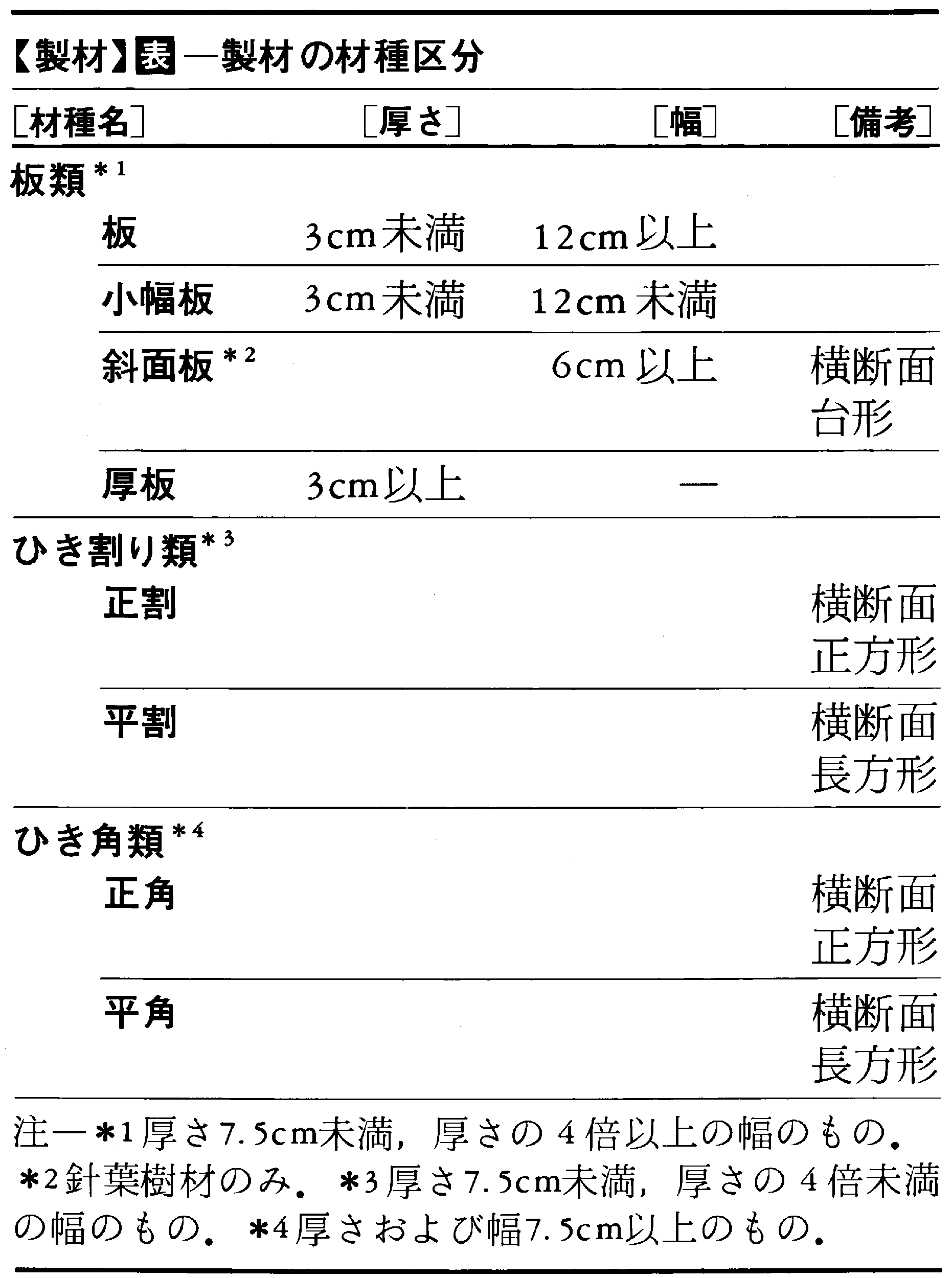
丸太から、おもに建築用の板類、ひき割類、ひき角類などの木製品を木取り(加工)する作業。板類は厚さ7.5センチメートル未満で幅が厚さの4倍以上のもの、ひき割類は厚さ7.5センチメートル未満で幅が厚さの4倍未満のもの、ひき角類は厚さおよび幅が7.5センチメートル以上の木製品。製材工程は、原木剥皮(はくひ)に始まり、玉切り、大割り、中・小割り、横切り、製品選別などからなる。製材過程で排出される端材の多くは、製材工場やチップ工場でパルプ用のチップに加工される。
[山岸清隆]
製材における機械の導入は意外と古く、江戸時代末期の1850年(嘉永3)に行われた。幕府は、城の増改築に要する製材品の緊急確保を図るため、当時ヨーロッパで普及していた「長鋸(おさのこ)」とよばれる製材用機械をオランダから導入した。この製材用機械は、長い鋸(のこぎり)様の刃を縦方向に往復運動させて製材する機械であり、大径材や厚板の製造などに向いた製材機械であった。日本の製材は、径級の細い原木を使って家1棟に必要な多種類の寸法材をきめ細かく挽(ひ)くため「長鋸」の普及はほとんどみられなかった。機械製材の普及は明治になってもあまり進まず、日清戦争直後の1896年(明治29)の機械製材の工場数は、全国でわずか34工場にしかすぎなかった。機械製材の本格的な普及は、日露戦争から第一次世界大戦にかけてであり、導入された機械は帯鋸(おびのこ)盤(バンドソー)と丸鋸(まるのこ)盤(メタルソー)であった。
帯鋸盤は、2個の鋸車にエンドレスの帯状の鋸をかけて木材切削を行う機械である。送材車とセットにしてレール上を前後させて挽材(ひきざい)を行う。大型の製材工場では、左右対称に帯鋸盤を2台並べ、丸太を一度に3分割する方法などもとられる。用途的には、おもに帯鋸盤は大割りに、丸鋸盤は小割りに使用される。自動化された製材工場では、小割り用のテーブル帯鋸を設け、一つのレーンですべての製品を挽く方式がとられる。
帯鋸盤は、多種多様な寸法の製材ができるだけでなく、刃幅の薄い鋸の使用も可能となるため、端材を少なくすることができ、製材歩留りが高まる。欧米の製材工場では、生産能率の向上を重視するため丸鋸盤を製材の主力機械として導入し、帯鋸盤は丸鋸盤で大割りされた材の小割りに使われるケースが多い。日本では間伐問題が社会的に注視されるようになってから、丸鋸盤の間伐材加工に活用するケースがみられる。左右に2台の丸鋸を組み合わせたツイン丸鋸盤は、丸太の二面を一度に挽く機能もち、間伐材の製材加工費を軽減する。
[山岸清隆]
製材はいくつかの問題も抱えている。製材は丸型の原木を角型に加工する作業であるため、原木の剥皮をはじめ各工程で大量の端材が排出される。剥皮では樹皮が、玉切りでは鋸屑(のこくず)が、大割り・小割りでは端材が大量に排出される。これらの排出材をどう商品化するかは、製材業の経営を左右するといわれる。製材工場では、大割り、小割りで排出される端材をチップに加工してきたが、輸入チップに押され採算のとれない状況にある。鋸屑は焼却処分にされてきたが、地球温暖化対策の国際的な潮流の高まるなかでバイオ燃料としての利用に途(みち)が開かれつつある。樹皮も燃焼処理が多く行われてきたが、畜産の敷藁(しきわら)の代用として使用し堆肥(たいひ)化したり、畜産飼料に活用するなどのケースもみられる。
[山岸清隆]
1964年(昭和39)に発行された第1回の『林業統計要覧 累年版』に、1937年(昭和12)から1961年に至る25年間の製材工場の時系列データが掲載されている。それによると、1937年の製材工場数は1万3771工場にも及び、森林面積500町歩以上(1939年改正森林法、4280市町村)の山地市町村に平均3工場が開設された工場数となっている。しかし、この年以降、職工の徴用が全国的な規模で行われために人手不足問題が発生し、製材工場が急激に減少した。終戦時の1945年9月の製材工場数は7566工場と、1937年時点の工場数の半数近くにまで減少しており、戦時下の製材工場の統廃業の激しさを示している。
第二次世界大戦後の製材工場の動向には、三つの画期がある。第一の画期は、製材工場が急増する1950年代の前半から1960年代の初頭にかけての時期である。『林業統計要覧 累年版』(1964)のデータによると、戦後復興が緒につく1952年の製材工場数は、終戦直後の4倍強の3万1000工場にも増加した。この製材工場数は、高度経済成長の始まる1955年までほぼ変化なく推移した。製材工場数の増加の中心となったのは、出力22.5キロワット未満の家族経営の製材工場であり、1950年代の前半には製材工場全体の8割を占めた。これらの家族経営の製材工場は、資金力の関係もあって経営基盤が弱く、高度経済成長下の原木価格高騰や原木入手競争などに耐えられる経営体力を有していなかった。高度経済成長が始動する1955年から1960年にかけて木材価格(スギ材価格)が丸太で34%、立木価格で60%も上昇するが、それとともに家族経営の製材工場は原木入手の面から圧迫され、採算がとれないままに工場数の減少を余儀なくされた。22.5キロワット未満の家族経営の製材工場は、高度経済成長の前半の5年間に2万6000工場(1955)から1万9000工場(1960)へと28%も減少した(『木材需給累年報告書』1995年版)。この家族経営の製材工場で発現した事態は、次の時期に上層の製材工場に波及していくのである。
第二の画期は、製材工場が外材との厳しい競合におかれる1960年代から1980年代にかけての時期である。この時期は、政府の木材自由化政策によって外材輸入が本格化し、製材工場数が前期を上回る勢いで減少する一方、国産材工場の外材工場への転換が大きく進行した。製材工場数は、1960年の2万8000工場から1990年(平成2)には1万7000工場へと、1万1000工場、4割も減少した。他方、残存した製材工場では外材工場への転換が進行し、わずか10年足らずの1970年には外材工場(外材専門工場、外材・国産材併用工場)が製材工場全体の65%、3分の2を占めるまでになる。それ以降も国産材工場の減少は続くが、外材工場においては国産材・外材併用工場から外材専門工場への転換が進展した。外材専門工場は、1970年対比1990年で16%も増加した(『木材需給報告書』各年版)。
第三の画期は、外材専門工場が減少に転じる1990年から2000年代の時期である。この時期は、外材価格が国産材価格を上回る「価格の逆転」が発現し、両者の価格差が年々拡大する推移を呈した。「価格の逆転」は、まず1992年にベイツガ丸太価格がスギ丸太価格を上回る形で発現し、3年後の1995年には製材品市場においてベイツガ正角価格がスギ正角価格を上回る状況となった。それ以降、両者の価格差は年々拡大し、ベイツガ製材品価格公表の廃止前年の2005年(平成17)時点の両者の価格差は丸太価格で1.9倍、製材品価格で3割に及んだ。そのため、外材専門工場では採算的に厳しい原木高の事態にみまわれ、工場の廃業や国産材工場への転換が行われた。外材専門工場は、1990年の2594工場から2012年に393工場と75%も減少した。この工場数の減少は大型外材専門製材工場にも及び、出力300キロワット以上の大型外材専門工場は1990年対比2012年で77%も減少した。
他方、国産材専門工場は、工場数の減少が相対的に少なく、1990年対比2012年の減少率は35%にとどまった。なかでも外材大型専門工場に匹敵する出力300キロワット以上の大型国産材専門工場は、逆に126工場から314工場と、2.5倍も増加した(『木材需給報告書』各年版)。これらの大型国産材専門工場は、原木の入手シェアはきわめて高く、工場数で8%にしかすぎない大型国産材専門工場が製材用の全原木の6割を独占するまでになっている。大型国産材専門工場数の増加は、この原木の独占的な入手が一つの要因となっている(『木材需給報告書』2013年版)。
[山岸清隆]
『上村武著『木材の実際知識』第3版(1988・東洋経済新報社)』▽『山岸清隆著『森林環境の経済学』(2001・新日本出版社)』▽『農林水産省編・刊『木材需給報告書』各年版』
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
丸太を所定の形状,寸法にのこぎり(鋸,製材機)を用いて切削加工することを製材sawingというが,でき上がった製品,すなわち製材品sawn timber(lumber)のことも製材ということがある。
製材は,のこぎりを機械的に動かすことによって行われる。のこぎりには長のこ,丸のこ,帯のこ,鎖のこ(チェーンソー)などがあるが,長のこは往復運動により,他は連続運動によって木材を切断する。長のこを多数わくに取りつけ,これを往復運動させ,一度に多数の一定厚さの板を製材する竪(たて)のこ盤は,縦びき(繊維に平行方向に切断すること)に用いられ,北ヨーロッパ諸国で多く使われているが,日本ではあまり見られない。円盤状ののこ身の円周上にのこ歯をつけた丸のこを用いた丸のこ(円のこ)盤は,回転運動によって切断するもので縦びき,横びき(繊維に垂直方向の切断)両方に用いられる。一般に小規模の製材,小径木の製材に使用されるが,一定間隔に1対または多数の丸のこをセットしたものもある。製材工場の主要機械は帯のこ盤(バンドソー)である。大径木の場合は,原木を送材車にのせて送ったり,特別な送り装置を用いて切断する。大割りした丸太をさらに細かく切断する場合には帯のこ機にテーブルをつけ,その上に材をのせて製材する(テーブルバンドソー)。帯のこ盤を2台並べて一度に一定幅,一定厚さの角材,板材を製材するツインバンドソー,帯のこを水平方向に走らせるもの,製材と同時に廃材(背板)をチップ化してしまうもの,コンピューターと連動しているもの,特殊な丸太送り装置をつけた小径木専用の帯のこ盤など新しい装置が開発されている。
のこ歯の研磨は,製材機の正常な切断作業を維持するためにきわめて重要であり,目立てともいわれる。通常自動目立て機で行われるが,同時にのこ身の腰入れをする。すなわち木材の切削抵抗,摩擦による熱,遠心力などによるのこ身の変形を考えて,あらかじめのこ身に伸びを与える作業である。そのほか,のこ歯の寿命を高めるために,超硬合金を歯先に鑞付けする作業なども行われる。
通常の製材工場は,送材車つきの帯のこ盤を主機とし,これで縦方向に大割りされた材をさらに小割り用の帯のこ盤,竪のこなどによって所定の断面に切削し,耳すり用の丸のこによって側面をそろえ,鼻切用の丸のこで長さ方向に切断する。材および背板などの廃材はコンベヤで次の加工位置に移動させる。丸太は天然物であるので,形状,節などの欠点の存在状態はまちまちであり,欠点を避けて製品価値の高い製品をできるだけ大量に採材することが製材工場の利益につながる。丸太から製品の取り方を木取りというが,いかに木取りを決めるかということと製材能率をあげること,すなわち製材歩留りを高めることの両者は製材業ではきわめて重要である。製材工場は,これらの事項を総合的に判断して,最も利益が大きくなるよう,作業条件を定めているのであるが,最近ではコンピューターの導入も進んできている。
JASによると,製材(品)はその形状により板類,ひき角類,ひき割り類に分類される(表)。これらの形状についての製材の種類を材種という。市場には,きわめて多種類の材種が流通している。製材は主として建築に用いられるので,一般製材のJASでは節,割れなどの強度に影響する欠点の大きさ,量,位置によって特等,1等,2等の3階級に強度等級区分がされ,これらの等級は必ず製材に表示されなければならないことになっている。しかし,日本の木造建築では構造材が化粧材としての役割をあわせもつ場合が多く,JASでは,強度等級とは別に化粧的品質水準として無節,上小節などを設定し,それらの水準と材面の数を合わせて選択表示できることになっている。例えば,等級が1等で,2材面が上小節の品質基準に適合する製品は1等2方上小節と表示する。製材のJASは,従来の化粧面のみに留意したものから,構造材として強度を考慮し,強度面を主体に化粧面をも加味したものに改正され建築構造用材としての品質を保証することになった。
製材工場数は2万をこえ,ほぼ全国的に分布しており,地域における重要な産業の一つになっているが,最近では総じて低迷傾向にある。これは製材需要の大半を占める新設住宅着工量の減少によるものと考えられる。このような製材需要の縮小は一時的なものではなく構造的なものとの見方が強く,これに対する長期的な対策が必要といわれている。日本における製材工場の平均出力数は69.0kW(1981)で,しかも37.5kW未満の工場が42%を占めており,製材工場の零細性を示している。一工場当りの平均従業員数も8.3人となっている。製材用素材供給量の外材依存度は58%(1981)であった。出力階層別に国産材,外材別工場数をみると,国産材専門工場では出力規模の小さな階層が圧倒的に多数を占めており,これに対して国産材,外材併用工場および外材専門工場では相対的に出力規模が大きい。最近,間伐材の有効利用が大きな問題となっているが,間伐材をひいている製材工場も増加し,このうち1/4が間伐材専門工場となっている。製材業には,製材だけを行うものもあるが,さらに高度の加工を行う工場も多い。すなわち,乾燥装置をもつもの,防腐防虫処理を行うもの,住宅用部材としての加工を行うもの(プレカット)など,さらには集成材製造,家具,建具,住宅製造などを兼営しているものも多い。また,製材廃材をチップ化するチップ工場を併設するのが普通である。
執筆者:大熊 幹章
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
福岡県福岡市博多区の櫛田神社の夏祭り。壮麗な山笠で知られる。今日,山笠には飾り山笠と舁き山笠(かきやまがさ)の 2種類がある。明治時代に電線が架設されて以降,物語場面の人形などを飾りつけた高さ 15m...