デジタル大辞泉 「紡績機械」の意味・読み・例文・類語
Sponserd by ![]()
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
各種の原料繊維を解きほぐし,不純物を除去し,くしけずってスライバー(繊維束)を作り,さらに均一化を図りながらこれを細くした後,撚り(より)をかけて糸を作る一連の機械。
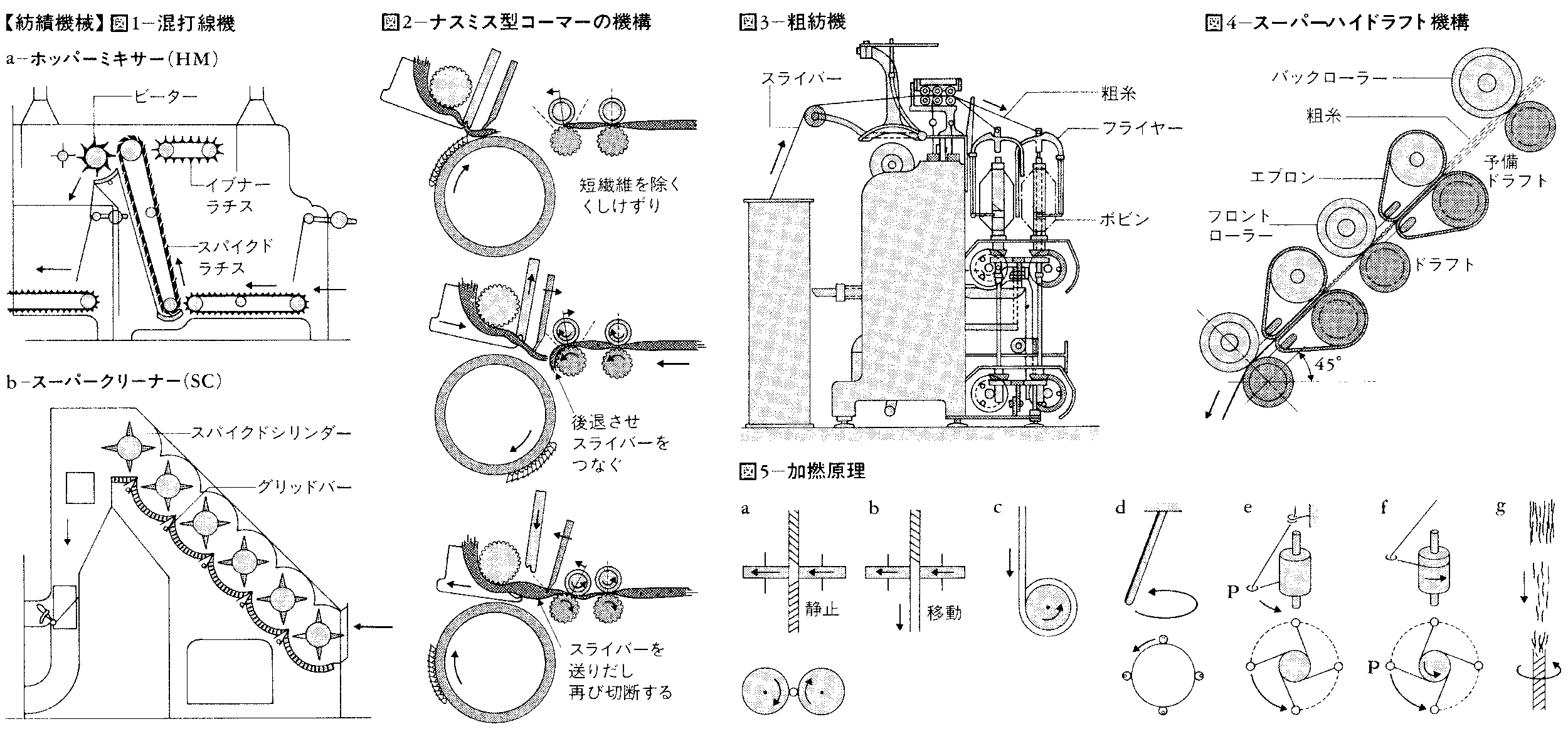
綿繊維は比較的短いので,それに適した紡績方法がとられる。(1)混打綿機 原綿(原料綿)は種類が多く,かなり圧縮された状態で輸送されるので,これを解きほぐし(開繊),塵埃(じんあい)などを除き,かつ異種原綿を混合(混綿)してシート状のラップを作り,あるいはカードへ繊維を空気輸送するための一連の機械。(a)原綿をスパイクにひっかけて持ち上げ,これをはたき落として開繊,混綿するホッパーミキサー,あるいは各種原綿を並べておき,それぞれプラッキング装置で下のコンベヤに繊維をかき落として混綿するベールプラッカーなど(この機械では層状にはがした各種原綿を積み重ねて供給する必要がない)。(b)空気で繊維塊を移動させながら回転金属片で打ち砕くスーパークリーナーおよびローラーで把持した繊維塊をビーターで打ち砕くラティスフィーダーなど。いずれも遠心力,空気流により除塵する(図1)。(2)回転フラットカード 混打綿機で開繊された繊維塊あるいはラップを鋸歯状のガーネットワイヤで引き裂いてシリンダーに繊維を送り,シリンダー表面の鋸歯状メタリックワイヤとフラットの針布との間でくしけずって繊維1本1本に分離する(夾雑(きようざつ)物,短繊維はフラット側に移りやすい)。ついでドッファーのメタリックワイヤ上に繊維を移してドッファーコームで膜状にはぎとり,かつ絞ってスライバーを作る。高速カードではコームの代りにローラードッファーを用い,タンデムカードは高速カードを複数連結したものである(〈カード〉の項参照)。(3)コーマー(精梳綿(せいそめん)機) スライバー中の短繊維,ネップ(小さな繊維塊),夾雑物を除き,繊維を平行にする機械で,メリヤス用その他の高級綿糸に使用する。なお,あらかじめ20本程度のスライバーをいっしょにして均一なラップを作るための機械にかける。ナスミス型コーマーの機構を図2に示す。(4)練条機 6~8本のスライバーを並べて上下1対のローラー間に供給し(ダブリング),表面速度の異なる3~4対のローラーの間で引き伸ばして(ドラフト)1本のスライバーを作る機械。カードスライバーは作製時刻,機台によって太さが異なる可能性があるので,ダブリングによって均一化を図る。また合繊スライバーと混紡し,ドラフトによって繊維を平行に伸ばす。(5)粗紡機 スライバーを表面速度の異なるローラー間で細くし,精紡機用の粗糸(ロービング)を作る機械。細い繊維束は弱いのでフライヤーで軽く撚りをかけて巻き取る(側圧力による摩擦力が滑脱を防ぐ)。最近ではドラフトを大きくし,1工程で粗糸を作る場合が多い(図3)。(6)精紡機 粗糸を細くし,撚りをかけて糸を作る機械。ローラーによるドラフトではローラー間隔を最大繊維長より大きくしておかないとドラフトできないので,どちらのローラーにも把持されない短繊維を制御し,かつ大きなドラフトを与えるよう各種の方法が考案されている(図4)。オープンエンド精紡機のようにドラフトが極端に大きい場合(スーパーハイドラフト)は,スライバーを供給する。図5に加撚(かねん)原理を示す。図5-aの状態で加撚すると上部と下部とに逆向きの撚りがかかるので,糸を下に移動させると下側では解撚することになり無撚となる(図5-b)。図5-cのように巻き取っても撚りはかからない。dのように回転すると糸は自転し,1回転で一つの撚りがかかる。このとき下端を水平にしてeのように巻き取ると,この水平部はcと同じで新たな撚りはかからないので,巻き取った糸にはP点の回転数だけの撚りがかかる。リング精紡機では,リング状のガイドにはまっているトラベラー(P点に相当)に糸を通してボビンに巻き取ると,摩擦などによりトラベラーはボビンより遅く回転して撚りがかかる(図5-f)。スピンドル(ボビン)回転数が一定のとき,撚り数(Pの回転数)が多いときは巻取速度が小さくなる。Pをボビンとは独立に回転するフライヤーにしたものがフライヤー精紡機である。ミュール精紡機では,糸(P)をボビンと同一速度で回転して撚りをかけた後,Pが静止した状態で糸を巻き取る(紡錘車と同じ)。撚りをかけながら糸を伸ばすので,撚りのかかりにくい太い部分が伸長して均一になる。一方,図5-gのようにスライバーの先端から繊維を解放して加撚部に移動させ,ここで空気渦流,ローターなどにより撚りをかける空気精紡機(オープンエンド方式)もある。ドラフトおよび生産速度は非常に大きい。巻取りはリング精紡機ではPを上下に移動してボビンに巻き取るが,所定量を巻き終わるとオートドッファーで自動的に空ボビンと交換する。
毛の長さ,太さ,および糸の種類によって異なった紡績方法をとり,梳毛方式(フランス式,イギリス式,アメリカ式,折衷式)と紡毛方式とがある。梳毛はまず原毛の土砂,脂肪,汗などを洗い落とした後,給油し,繊維を切断しないようにローラーカードで丹念にくしけずる。一般に毛は長く,巻縮(けんしゆく)のため繊維のもつれがとれにくいので,ドラフトの際,ギルフォーラー,ポーキュパインなどが利用され,必ずコーマーにかける。また給油した油を再洗機(バックウォッシャー)で除いた後,巻縮を一時的に伸ばすため熱セットされる。20cm以上の羊毛ではカードではなくプリペアラー(ギル)でスライバーを作る(毛紡機)。なお毛糸紡績用の精紡機にはキャップ精紡機cap spinning frameも多用されるが,これは木管をさし込んだスピンドルの頂部に鉄製のキャップをかぶせた構造をしており,ドラフトをかけられたスライバーはキャップの外側を通って下にさがり,キャップの周囲を回転しながら撚りがかかる機構となっている。
絹紡用原料は養蚕・製糸くずなどの副蚕糸で,精練でセリシン(絹糸を構成しているタンパク質)を除いた後,開繊(打繭,開絹)し,梳綿機でくしけずった後,製条機またはコーマーでスライバーを作る。亜麻は木質部などを落とした正線(繊維束)をハックリング機でくしけずり,続線機でスライバーを作る。
紡績機械のおもな作用は,(1)塵埃,不純物の除去,(2)繊維塊の開繊(打ち砕き,引き裂く),(3)くしけずり,繊維1本1本に分離すること,(4)連続したスライバーを作ること,(5)異種繊維の混合,(6)短繊維の除去,(7)繊維を平行に伸ばすこと,(8)ダブリングその他によりスライバーを均一にすること,(9)スライバーをドラフトして細くすること,(10)撚りをかけて糸を作り,巻き取ること,などがおもな作用である。原料繊維の種類・性状(長さ,太さ,集合状態),作ろうとする糸の種類によって各作用の重要性は異なる(合繊では(2)~(10),トウ紡績では切断および(8)~(10))。
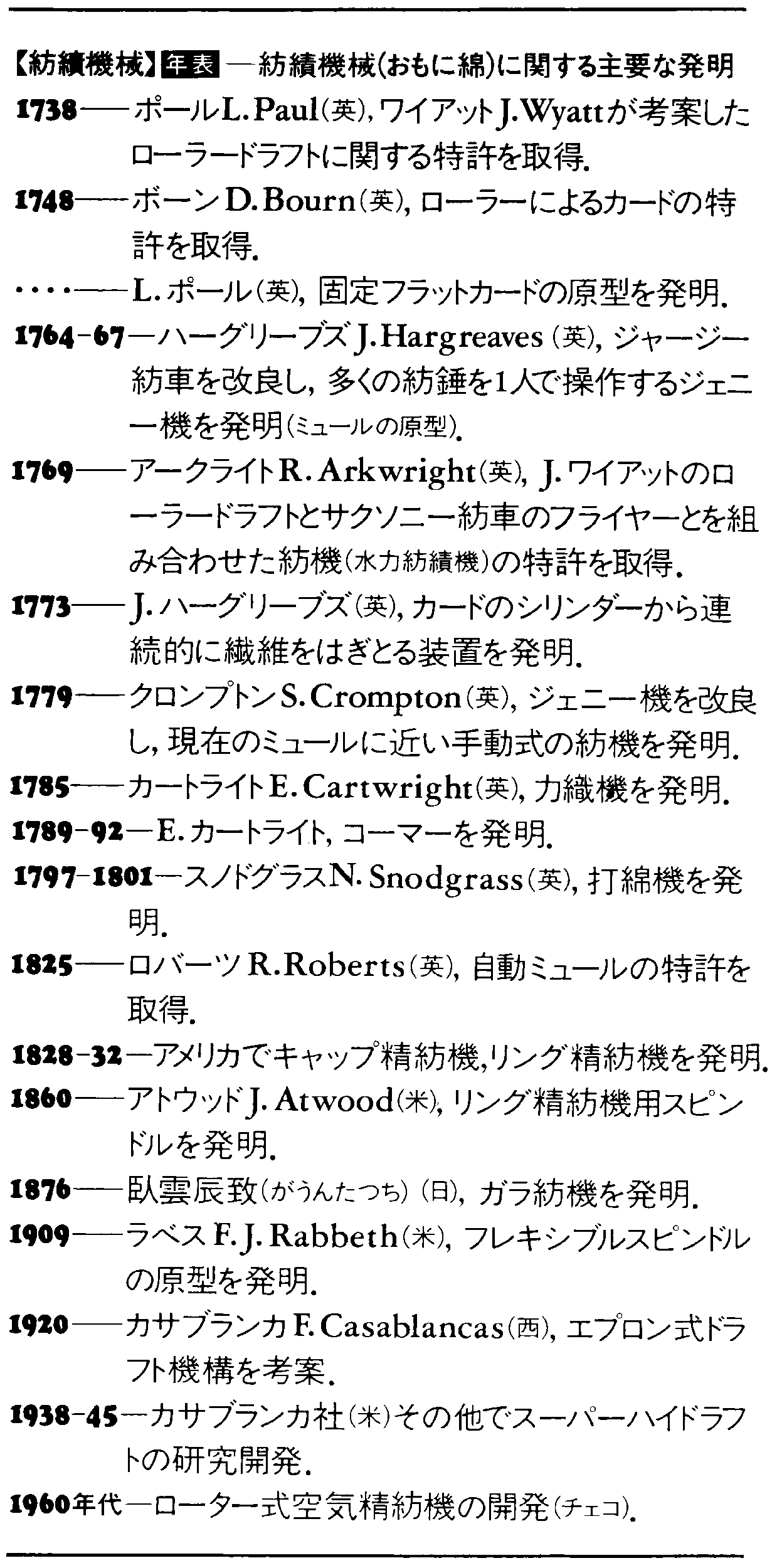
紡績機械の歴史は織機の発展と深い関係がある。人類はまず樹皮その他を引き裂いて編むことを覚え,やがて織ることを覚えたと思われるが,新石器時代には織機が考案され,同時に糸を紡ぐための紡錘車が使用された。その後,インドで紡車が発明され,これが西アジアを経て中世にヨーロッパに伝わったといわれ,中国でも紀元前(前漢)に紡車が使われていた。16世紀になると踏木を踏んで滑車を回転するようになり,さらにフライヤーで撚りをかけるサクソニー紡車が発明され,能率は著しく向上した。細くて強い糸を作るためには繊維をあらかじめくしけずっておく必要があるが,30cm×10cm程度の板に多数の針を植えた二つのハンドカードの間で繊維をくしけずった後,繊維をはがして繊維束を作るようになった。18世紀にイギリスのJ.ケイの発明した飛杼(とびひ)装置は織機の能率を飛躍的に上昇させ,大量の糸を消費するようになった。これが契機となってカード,精紡機の改良,さらには力織機も発明され,19世紀にはイギリス,アメリカなどでほぼ現在のものに近い紡績機械,織機が出現した。20世紀にはアメリカその他で高速化,自動化,省力化,ラージパッケージ化(ケンス,ボビンなどを大きくすること)が進められ,化・合繊の発達は工程,装置の簡略化を促した。
最近では日本でも電子技術が応用され,多くの新技術が生まれている。
執筆者:近田 淳雄
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
…他方,オランダ人によって毛織物の織法や羊の飼育,羊毛の紡績法なども伝えられたが事業としては成功しなかった。
[近代]
染織界に最初に輸入された西洋式機械は綿糸を紡ぐ紡績機械であった。1859年(安政6)幕府が神奈川,長崎,箱館の3港を開いて以来,機械紡糸による優秀な綿糸が輸入されたが,その需要増大に対抗する紡糸技術を持たなかった日本は,洋式機械の導入を図るほかなかったのである。…
…液状にした原料を小さな穴から押し出して繊維を作る紡糸機械,さらに繊維を引き伸ばして強くする延伸・熱処理機,羊毛のような巻縮を作るための巻縮加工機(仮撚(かねん)加工機その他)などがある。長繊維を切断して短繊維を作り,天然繊維と同様な機械で紡績糸が作られるが,化繊独特のトウ紡績機械もある。(2)紡績機械 短繊維から糸を作る一連の機械のことで,繊維機械の中心ともいえる。…
※「紡績機械」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
地表近くで見られる蜃気楼(しんきろう)現象の一種。晩春から夏にかけて、よく晴れた日に熱せられた道路のアスファルト面を遠くから視線を低くして見ると、水たまりがあるように見えることがある。これは地面付近の...