デジタル大辞泉 「織機」の意味・読み・例文・類語
しょっ‐き〔シヨク‐〕【織機】
Sponserd by ![]()
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
織物を作る機械の総称。機(はた)ともいう。
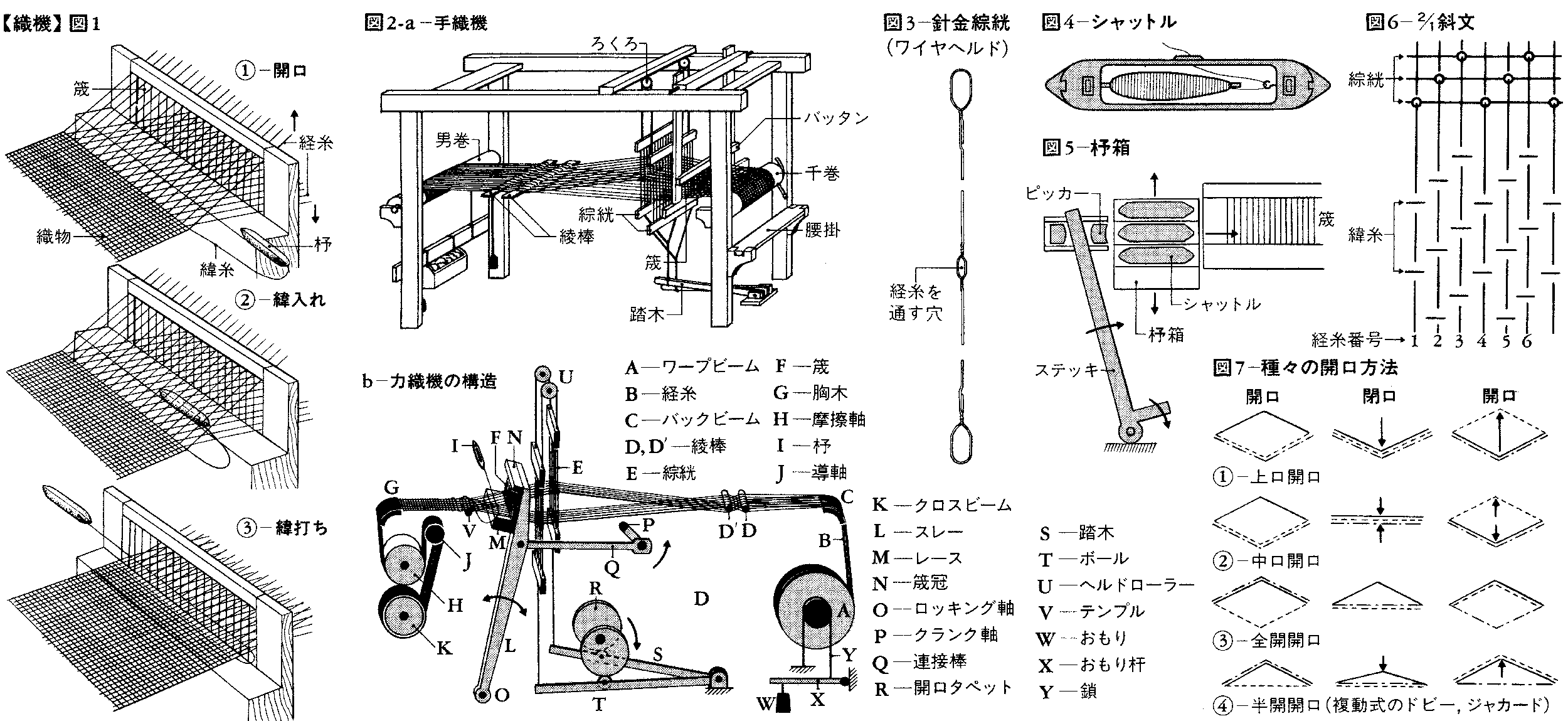
(1)水平方向に並べられた多数の糸(経糸(たていと)という)を交互に,あるいは適当な順序で上と下とに移動させて2群の糸に分け,(2)その間に別の糸(緯糸(よこいと)という)を直角方向に通し,(3)この緯糸を前に挿入した緯糸と所定の間隔で並ぶように前進させる。(1)を開口,(2)を緯入れ,(3)を緯打ちといい,この一連の運動を繰り返すことにより,所定の組織をもった織物を作ることができる(図1)。これらの操作を手足で行う織機を手織機(ておりき)または手機(てばた)といい,動力で運転するものを力織機という(図2-a,b)。次に力織機を例にとり説明してみよう。経糸は整経機で平行にそろえられてワープビーム(経巻(たてまき))Aに巻かれている。そこから引き出された経糸は綾棒(あやぼう)または綾竹(あやたけ)と呼ばれる細長い棒Dで1本おきに上下に振り分けられ,次の綾棒D′でその上下を逆にして経糸の順序が横方向に乱れるのを防いでいる。綾棒を通過した経糸は1本ずつ針金で作られた綜絖(そうこう)(ヘルド)Eの中央にある小さい穴(目)に通され,ついで櫛状に並べられた棒(筬羽(おさは))を枠で固定した筬 Fの各間隙を2本から数本いっしょに通された後,いくつかのガイドを経てクロスビーム(布巻(ぬのまき))Kに巻かれている。このように経糸を綜絖などに通し,織機にかけることを引込みおよび機掛け(はたがけ)という。織物の組織は基本となる組織が繰り返されているので,経糸はある本数おきに同じ上下運動をすればよい。そこで前述の綜絖のうち,同じ運動をするものを一つの枠に取り付けておけば,この枠(綜絖枠)を上下して開口を行うことができる。なお多数の綜絖を取り付けた枠も全体として綜絖と呼ばれ,1枚,2枚と数える。綜絖は針金のほか板金のものもあり,手織機では糸を撚(よ)って作られている(図3)。綜絖の上下運動により経糸が所定の開口状態になると,木管に巻かれた緯糸が入っている舟形の杼(ひ)(シャットルshuttle)Ⅰを左右に飛ばして緯入れを行う。このとき前後に揺動するスレーLに固定されている筬は後方に移動しており,シャットルはこの筬とレースM(開口した下側の経糸に接するようにスレーに固定されている)に沿って飛走し,緯糸はシャットルから引き出されて上下2群の経糸の間(杼口(ひぐち))に挿入される。シャットルは堅い木で作られるが,軽金属のものもあり,絹用は小さく,毛糸用は大きい(図4)。次に緯打ちが行われるが,これはスレーすなわち筬の前進によって行われるので筬打ちとも呼ばれる。筬を通過する経糸全体の幅で織物幅が決まり,筬羽の密度と何本ずつ通すかにより経糸密度(単位長さ当りの経糸本数)が決まる。なお緯糸密度は緯打ち1回ごとの経糸(織物)巻取量で決まる。しかし手織機では緯打ちの強さを加減して適当な緯糸密度にしている。
前述の開口,緯入れ,緯打ち(筬打ち)の三つを織機の主運動と呼ぶ。このほか緯糸が打ち込まれた部分(織前(おりまえ))を前進させるため,織られた部分をクロスビームに巻き取り,同時にワープビームから経糸を送り出す必要があるが,この送出し,および巻取運動を副運動と呼ぶ。また補助運動および装置として次のものがある。(1)杼箱運動 緯糸の種類,色などを変えるための運動で,筬の両端にある杼箱を複数にし,これを上下させる(図5)。(2)経糸保護運動 シャットルの不正飛走や途中停止等の場合,緯打ちすると経糸を傷めるので,運転を自動停止させる。(3)経止めおよび緯止め運動 経糸および緯糸が切れたり,緯糸がなくなったとき,運転を自動停止させる。(4)織機によっては特殊な耳組織を作る装置がある。(5)緯糸補充装置 緯糸が切れたとき,または緯糸がなくなる寸前,新しい緯糸を補充して運転を続けるためのもので,この装置を備えている力織機を自動織機という。
平織では奇数番目と偶数番目の経糸を交互に上下させればよく,2枚の綜絖があればよい(後述するように原始機などでは単綜絖)。完全組織の経糸本数をn,全経糸本数をnTとすれば,nT/n本の経糸を通した綜絖がn枚あれば十分である。たとえば1/2の斜文では(図6)1と4,2と5,3と6の経糸はそれぞれ同じ運動でよく,綜絖は3枚でよい。綜絖の枚数が少ないものでは,カムで踏木を上下させて開口運動を行い,この装置をタペットという(図2-bのR)。手織機では踏木を足で踏んで開口する。6~10枚程度までは,このタペットで開口し,それ以上,30枚程度までドビーが用いられ,さらに複雑な組織の場合にはジャカードが用いられる。開口時の経糸の動きにはいろいろなタイプがあるが(図7),綜絖の移動回数,移動距離は少ないほうがよい。
シャットルをステッキで強打して飛走させ,緯入れを行う。シャットルを直接打つ部分をピッカーという(図5)。このシャットルによる緯入れは時間がかかり,シャットルを打つ音が大きく,エネルギー消費も大きい。革新織機と呼ばれるものは,すべて緯入れ方法にくふうを凝らしたもので,いずれも通常のシャットルを使用しない無杼織機である。緯打ちはクランク軸(図2-bのP)の回転を往復運動に変えて筬を揺動させる。緯糸飛走速度には限界があるので,織機の回転速度(クランク軸の回転数)を上げるには,筬が後方に位置する時間の割合を大きくし,一定の緯入れ時間をとる必要がある。広幅織物の場合には緯入れ時間が長くなるので,回転数を上げることが困難である。また太い糸で密度の大きい織物を作る紡毛の毛織機では重厚なスレーを用い,速度も低い。
積極的に一定量を巻き取る方法と,緯糸が太ければ緯打ちの力が大きくなるので,この力を利用して消極的に巻き取る方法とがある。前者では連続的に巻き取る方法と緯打ちのたびに間欠的に巻き取る方法とがある。また送出しにも積極,消極の両者がある。消極的巻取りの例では,クロスビームとワープビームのおもりによる力をほぼ等しくしておけば,途中の摩擦力より少し大きい力を緯打ちによって加えれば,巻取りが行われる。手織機では何回か緯打ちを行った後,適当に手で巻き取る。
力織機の各運動はクランク軸Pの回転に伴って順次行われ,クランク軸1回転で基本的動作はすべて行われる。したがって,クランク軸の回転角と各運動の開始,終了との関係をタイミングダイヤグラムあるいはクランク円として表し,織機の調整に利用している。また織機の速度はクランク軸の1分間の回転数(rpm),あるいは1分間の緯入れ回数(ppm)で表す。普通の力織機では100~200rpm,速いものでは500rpm以上のものもある。しかし織物の生産量は織幅にも関係するので,回転数に織幅を掛けた値(1分間の緯糸消費量)を緯入れ率(m/min)と呼び,これで織機の生産性を判断する。
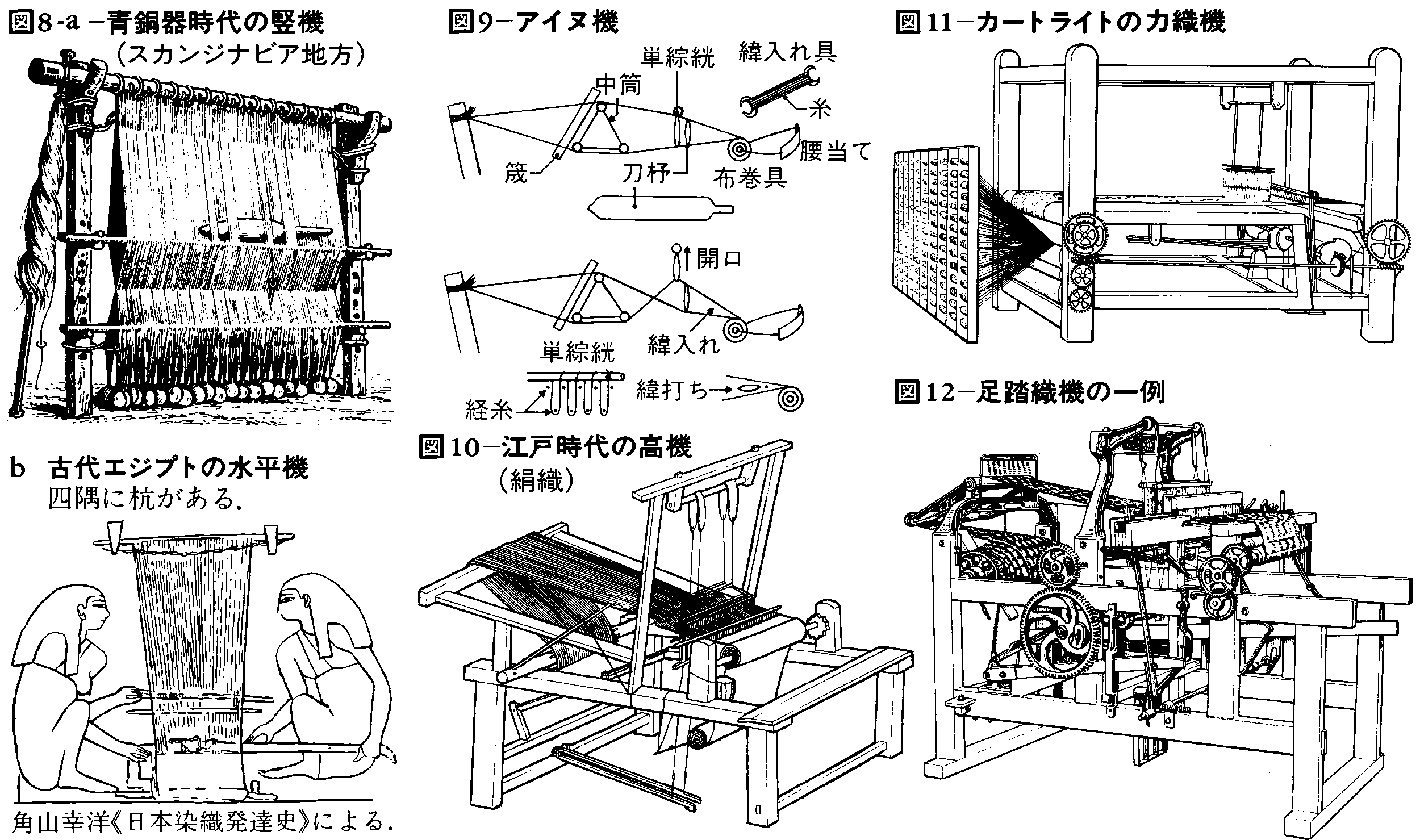
織物の歴史は人類の歴史とともに古い。初めは樹皮などをむしろ状に編んで使用したと思われるが,これを能率よく行うため,やがて織機が考案されたのであろう。原始人が使用していた織機には竪機(たてばた)(立形織機)と水平機(水平形織機)の2種類がある。いずれも道具あるいは器具といったほうがよく,英語のloom(織機)も,その語源はlomaで,tool(道具)という意味をもっていたようである。竪機には,体操の鉄棒のようなものを木で作り,これに経糸を垂らして下方を小束(こたば)にし,それにおもりをつけたものと(図8-a),下のほうにも棒を渡して上下の棒の間に経糸を張ったものとがある。いずれも経糸と直角に緯糸を挿入して織物を作るが,前者では上から,後者では下から織っていく。水平機は四隅に杭を打ち,これに固定した水平な2本の棒の間に経糸を張ったもので,このほうが長い織物を作りやすい(経糸を巻いておく技術はなかった。図8-b)。歴史的に竪機と水平機のどちらが先に使用されたか明確ではないが,エジプトの墳墓から発見された絵画資料などから推定して,水平機が先行し新王国時代になって竪機が出現したとするのが今日一般の説である。この種の竪機はタピスリー用の織機として使用され,現在もペルシア段通などに使用されている。また織機にはその地方の特色があり,体の幅程度の狭い織物を作った東アジア,東南アジア,汎太平洋沿岸地域などでは,水平機の手前の棒を杭からはなし,これに腰当てを結びつけて体につけ,座って操作した。後述の〈アイヌ機〉と同様な織機である。
日本では,弥生時代前期にはすでに,現在も残っているアイヌ機(図9)に近い織機を使用していた。ただし,アイヌ機にはない経巻具(経糸を巻いておく棒あるいは板)を備えていた。アイヌ機は経糸の端をまとめて杭などに結び,他の端は腰当てのついた布巻具に巻かれている。布巻具は腰につけられ,体で経糸の張力を調節しながら操作する。筬(ウオサと呼ばれる)は後方にあり,経糸の幅,間隔を一定にする役目をもつが,緯打ちには使用されない。次に中筒(なかづつ)が綾棒のように経糸を上下2群に分け,何もしなければ開口状態になっている。その前方に,上側の経糸の間から下側の経糸を1本1本糸ですくい,その糸を棒にくくりつけた単綜絖があり,これを持ち上げると経糸の上下は逆になる。開口した経糸の間に織幅より長い刀杼をさし込んで開口を確実にした後,緯入れ具で緯入れ,刀杼で緯打ちを行う(ただし弥生時代の出土品からは,綜絖に相当するものはまだ発見されていない)。以上の原始機は,いずれも,経巻具や綜絖などを取り付けておく機台(木の枠組み)がないため,無機台織機に分類される。しかし,原始機にも単綜絖はあったとみられており,この綜絖の発明は密度の大きい織物を作りやすくした点で,その意義は大きい。5世紀になると現存する地機(じばた)に近いものが使用されるようになった。弥生時代の織機に機台をつけ,足で縄を引いて開口するもので,刀杼の中央のくぼみに緯入れ具を入れた大杼で緯入れを行えばよく,能率が著しく向上した。筬も綜絖の前方に置かれ,大杼と両方で緯打ちを行う。筬の英語はreed(植物のアシの意)だが,当時の日本の筬は竹製だった。この地機はいざり(居坐)機と呼ばれ,有機台織機のなかの傾斜機に分類される。原始機は屋外で使用されたが,いざり機は屋内で使用された。なお,いざり機ではおもに麻が用いられた。
一方,中国では前3000年ころには織物が作られ,また前漢時代(前202-後24)の絹の綾織が発見されている。このころ,地機に類する織機も存在したが,綾は単綜絖では作れないので,高機(たかばた)があったのではないかといわれている。高機は地機の機台を高くし,布巻具もこれに取り付け,機台につるした複数の綜絖を,踏木を踏んで開口するものである(図10)。大杼を小さくした舟形の小杼が用いられ,腰かけて操作する。また,枠につけた綜絖以外に,複数の人が機台に登って経糸を上下させ,複雑な紋様を作る空引(そらひき)装置を備えた空引機(ばた)も使用されたと思われる。当時の中国は最も進んだ絹の織布技術をもち,5~6世紀になると高機,空引機は日本にも伝わり,朝廷に隷属する人たちによって絹織物が作られた。当時,日本では,高機は棚機(たなばた)とも呼ばれ人々の関心を集めていたようで,同じころ,中国から伝えられた七夕を〈たなばた〉と読ませたのはこのためだとする説もある。しかし,地方では,それぞれ特色をもった地機が江戸時代まで広く使用された(おもに麻,後に絹,綿にも使用)。その後,16~17世紀(桃山,江戸時代)に再度中国の進んだ技術が取り入れられ,西陣のほか地方にも高機は普及したが,大きな変化はなかった。17世紀前半には,農家の主婦は地機でくず繭から作った紬(つむぎ)を着ることは許されていたが,空引機などで作った高級絹織物は庶民には縁のないものであった。
中国の高機,空引機はシルクロードを通じて西欧にも伝わった。空引機の技術はまずイタリアで,ついでフランスで発展し,1725年ブーションBasile Bouchonが紋紙を使用する装置を考案し,ついでファルコンM.Falcon,さらにボーカンソンJacques de Vaucanson(1709-82)によって自動化が進められた。1801年から04年にかけてフランスのJ.M.ジャカールは彼らの装置を改造,さらに発展させ,今日のジャカードの基本技術を作りあげた。一方,イギリスでは1733年,ケイJohn Kay(1704-64)が飛杼装置を発明し,力織機発明の端緒を作った。これは,ひもを引くことにより杼箱の中からシャットルをはじきだすもので,緯入れ,緯打ちの能率は飛躍的に増大した(日本ではこの装置をバッタンと呼ぶ)。その後,産業革命の波に乗って発明された紡績機械と相呼応して,イギリスの牧師E.カートライトは1785年,開口,緯入れ,巻取りを動力で動かす織機を発明し,その後も改良を重ねて現在の力織機開発の基礎を作った(図11)。また1802年には踏木を踏むことにより,すべての操作を行わせる足踏織機がレードクリフWilliam Radecliffeによって発明された(図12)。これらの織機は鉄で作られるようになり,また自動化も進み,織機は道具から機械へと大きく発展した。
日本でも,明治になると政府の保護により西欧の技術が取り入れられ,1873(明治6)-74年にはオーストリア,フランスから,86年にはアメリカからジャカードが輸入された。またバッタン,ドビーなども導入され,西陣その他で作られたバッタン,ジャカードの木製模造品が高機に取り付けられた。一方,綿用の力織機は安政年間(1854-60),次いで慶応年間(1865-68)に導入され(鹿児島藩),1876年には軍需用の毛織機が導入されたが,民間にはあまり普及しなかった。その後綿織機では96年に豊田佐吉が,絹織機では1900年に津田米次郎が,木製,半木製の力織機を発明し,これが普及した。こうして,バッタン,ジャカードは織布に対する熟練度の必要性を減少させ,これが織布のマニュファクチュア化を促進し,力織機の発展はさらに工場生産への道を開いた。1889-97年にアメリカのノースロップJames Northropが緯糸を巻いた木管を自動的に補給する自動織機を開発し,一方1916年から研究が始められた豊田式の自動織機は苦心の末26年に完成した。その後,科学技術の発展に伴い,グリッパー(1930),レピア(1945-50),エアジェット(1949),ウォータージェット(1955)など,シャットルを使用しない無杼織機が外国で開発され,この緯入れ方法の進歩により生産性は著しく上昇した。最近では少しずつずらして多数の緯入れを同時に行う多相(多杼口)織機が注目を浴びている。また意匠図を電子装置に読ませて自動柄出しを行うジャカードおよびドビー装置もある。現在,織機の各運動を行わせる装置は著しく改善され,能率化,省力化,省エネルギー化,無騒音化がある程度実現され,以前より高品質で安価な織物が市場にあふれているが,原理は昔とまったく同じであり,古代人の知恵には敬服せざるをえない。また手織で人間が丹念に作り上げた紬,絣,つづれ織などが,高級品として珍重され,見直されている。
(1)織機の構造による分類
(a)機台の有無 無機台織機(原始機),有機台織機(地機,高機,空引機)
(b)経糸の方向 竪機,水平機,傾斜機(地機)
(c)自動化の程度 手織機または手機,力織機,自動織機
(d)緯入れ方法 有杼織機,無杼織機(グリッパー,レピア,エアジェット,ウォータージェット),多相(多杼口)織機,円型および環状織機
(e)杼箱の数 単丁杼織機,両四丁杼織機など
(f)開口装置 タペット織機,ドビー織機,ジャカード織機
(g)緯糸補充方法 杼替式,管替式
(2)繊維および織物の種類による分類
(a)繊維の種類 綿織機,絹織機,毛織機など
(b)織物の組織 平織機,綾織機,紋織機など
(c)特殊な織物 タオル織機,リボン織機,ビロード織機,縫取織機など
(d)その他 織物の幅(小幅(35cm前後),広幅(綿76cm~,毛14万5290cm,その他))および厚さ,製造所,発明者による分類もある。
執筆者:近田 淳雄
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
織物を織る機械の総称。織物の幅だけの数の経糸(たていと)を巻いたビームbeamから引き出された経糸はヘルドheald(綜絖(そうこう))の目に1本1本通され、リードreed(筬(おさ)。経糸の密度を決める)の間を通って織物に至る。あらかじめ定められたやり方でヘルドは開口装置により上下の2群に分かれ、その間を緯糸(よこいと)を内蔵したシャットルshuttle(杼(ひ)、シャトル)が走って緯糸を入れ、ついで上下2群の経糸が中間位置に接近するとともに緯糸はリードによって織前に圧入され、次に経糸は前と違った上下2群に分かれ、その間に緯糸が入り、順次織物が形成される。織機は手機(てばた)(手織機)と力織機に2大別される。
[石川章一]
動力により運転される力織機が発明される以前の織機は、織具(おりぐ)・手織機、あるいは単に手機・機(はた)ともよばれ、操作がすべて手および足によって行われるものである。しかし、部品構成は力織機と同じで、経糸を上下に開口する開口具、緯糸を経糸の間に入れる緯越(よここし)具、緯糸を打ち込む緯打具、整経した経糸を巻いておく経巻(たてまき)具、製織した布を巻く布巻(ぬのまき)具から構成される。これらは発展的、あるいは地域的に、組合せや構造が異なっている。
機の形式からみると、経糸の置かれる状態により、(1)竪(たて)機、(2)水平機、(3)傾斜(斜行)機に分けられる。このうち竪機は発展過程のうえでもっとも古いもので、横木に経糸を下げ下端に錘(おもり)をつけて張力とし、上から下へと織っていくものであるが、機の高さに制約され十分な長さを織ることができない。ヨーロッパ各地と西アジア地域に改良したものがみられる。次の水平機は、経巻と布巻が地上に打ち込まれた杭(くい)に固定されているもので、織工は機の上にのって移動しながら織り進める。このような機はアラブ諸国によくみられる。そして傾斜機は、樹木・柱などに経巻を固定し、布巻は織工の腰で保持され、地面に座っていざりながら織り進めるもので、環太平洋地域全体に広がりをもっている。しかし、なかにはこれら3種類に当てはまらないものも若干はある。このうち発展を遂げたのは傾斜機で、綜絖を手によって開口していたものが、牽引(けんいん)装置により足によって開口するものへ発展した。ドイツ人ウェルトEmil Werth(1869―1958)は、鍬(くわ)農耕文化圏にあった機が、犂(からすき)農耕文化圏へ伝わると足踏みによる開口になり、そして東アジアではもう1人の男の手で開口が行われる空引機(そらひきはた)が発明されたとしている。
機の起源は、人類が新石器時代に入り農耕を中心とした定住生活が始まると、そこから生まれる植物繊維を利用して製織が開始されたわけで、それに伴い原始機の発明があったと考えられる。そこには一斉に経糸を開口する綜絖の発明があったのであろう。原始機から急速な発展を遂げ高度な機構をもつ空引機まで及んだのは中国だけで、蚕糸を使った高級織物はすでに殷(いん)の時代に織られていたのである。この織機や機法は中国から東西に分かれて絹とともに伝播(でんぱ)していくが、産業革命による機械的生産に至るまでは中国の優位性が保たれていたのはいうまでもない。
日本の織機は弥生(やよい)時代に入ってから現れ、現在のところ、奈良県唐古(からこ)遺跡、静岡市登呂(とろ)遺跡など十数か所から部品が発見されている。その形式は台湾原住民やアイヌの使用する傾斜機に属するものである。やがて5世紀ごろには中国から新機法が伝えられ、居座(いざり)機、高機、空引機などの移植が行われた。この使用は一部の渡来人の間にとどまっていたのであるが、奈良時代に入ると政策により諸国の国衙(こくが)に付属工房が置かれ錦綾(にしきあや)機や羅(ら)機が設置された。この織機は国家の所有で、織工は単に特定の用途にあてるため一定の期間製織するだけであったが、律令(りつりょう)制度が崩れてくると、貴族たちは自分の邸内に機を据え織工を雇って織り始めた。一方、一般の調庸生産に使用された機は居座機であったが、地方産業に与えた影響は大きく、各地に特産物を生んだ。中世の停滞的生産は機に変化を及ぼさなかったが、一部に博多(はかた)織などのように、西陣(にしじん)の空引機とは別の機法による空引機が、南宋(なんそう)から導入されている。近世初頭には中国から新規の織法が取り入れられ、機の改革が行われた。その設置の中心はやはり西陣と、堺(さかい)などの貿易都市だけであったが、やがて各藩の国産奨励のため、西陣の織工招聘(しょうへい)と高機・空引機の移植により、広がった。しかし一般に居座機から高機への転換は機業地を除いて停滞的で、明治中ごろまでまたねばならなかった。
近代的な力織機へ発展するまでには過渡的にさまざまな改良が試みられ、1877年(明治10)に東京で開かれた第1回内国勧業博覧会には各地から改良織機が出品されている。またJ・ケイにより発明された飛杼(とびひ)(またはバッタン)装置の移入は、杼投げをしていた片手が解放され筬打ちだけとなるので、製織能率はほぼ2倍となり、また広幅織物の製織を可能にし、明治前期から広く使われた。足踏織機はイギリス人ラドクリフWilliam Radcliffe(1761―1842)によって発明されたものであるが、足の運動だけで綜絖・筬・杼の操作をするもので、バッタン機より手の操作を解放したものである。これが輸入されたかどうか明らかでないが、明治初年に神奈川の中津川藤吉が足踏みによる織機を考案し、内国勧業博覧会で花紋賞を受けている。このほかドビー(軽便機、機釣(はたつり)機などともいう)がフランスから輸入され簡単な紋組織を製織するのに使われたが、ジャカードの使用に比べて少なかった。やはり大きな変革は空引機からジャカードへの転換で、大正初期までに西陣では全部転換し、空引機は忘れられて「まぼろしの機」とまでいわれたが、西陣や群馬県の桐生(きりゅう)で復原に成功している。しかし、簡単な構造の空引機は、西アジア、インドで現在でも使われている。
[角山幸洋]
電力などの動力により運転される織機で、手機に対してつけられた名である。手機に比べて能率的に均整な織物を製織できる。1785年イギリスのカートライトが発明して産業革命の一部をなした。日本には1867年(慶応3)鹿児島に紡機とともにイギリスから初めて100台輸入されたが、豊田佐吉(とよださきち)が1897年(明治30)力織機を完成したこともあって、明治から大正にかけて全国的に普及した。1965年(昭和40)ごろに織機台数はピークに達したが、その後開発途上国の追い上げなどによって整理縮小が行われた。日本の綿織機設置台数は83年の27万台から2001年(平成13)の4.8万台へと大きく減少している。なお世界各国の綿織機台数を多い国から示すと、2001年現在、中国66.1万台、インドネシア22.7万台、インド14.1万台、タイ13.0万台、ブラジル11.7万台、ロシア10.4万台などとなっている。
[石川章一]
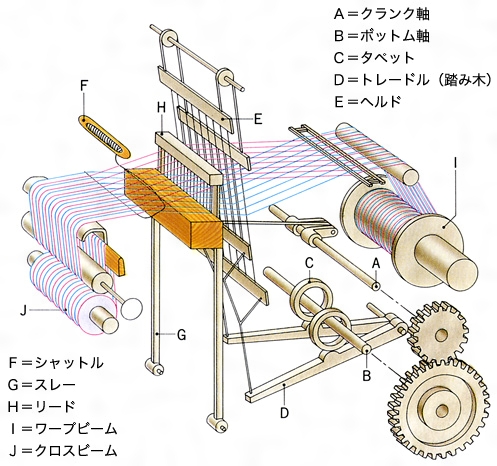
クランク軸からの動力はボットム軸に伝達され、タペットを回してトレードル(踏み木)を上下動させ、経糸を個別に通したヘルドを上下動させ、経糸を上下の2群に分ける。その間に緯糸をもったシャットルを飛走させ緯糸を入れる。クランク軸の回転(毎分約180回)はスレーを前後運動させ、スレー上部にはめたリードによって緯糸を織前に圧入し、織物を形成させる。これらの開口、緯入れ、緯打ちの主運動のほかに、経糸をワープビームから送り出す運動、織物をクロスビームに巻き取る運動があり、また補助装置として経止め装置(経糸が切れたとき織機を止める)、緯止め装置などがある。
[石川章一]
力織機は種々の観点から次のように分類される。
(1)製織する繊維や織物の種類によって構造が異なり、綿織機、毛織機、絹人絹織機、麻織機などがある。
(2)経糸が切れない限り、緯糸を補給して連続的に製織できるものが自動織機で、そうでないものを普通織機という。自動織機には杼替(ひかえ)式と管替(くだかえ)式がある。豊田佐吉は1905年(明治38)杼替自動織機を発明した。管替式は1894年アメリカのノースロップにより発明された。管替式では、各織機に管巻機を装備して大きなコーンからの糸を管に巻いて、管巻工程と管の配給をなくす方法が近年採用されている。
(3)綿布あるいは毛織物などの広幅織機と、着尺などの小幅織物を対象とする小幅織機があり、場合によっては全部の経糸を通す筬の幅によって何インチ織機とよぶ。
(4)普通の織機では1種類の緯糸しか使えないが、織物によっては2種以上の緯糸を必要とするので、スレーの片側あるいは両側に杼箱を設けて、違った緯糸のシャットルを収容する。一般に多丁杼織機といい、片二丁杼織機、両四丁杼織機などがある。また複雑な組織や紋織物の場合は、織機にドビー(毛織機など)あるいはジャカード(絹人絹織機など)を装備する。
(5)シャットルを使用する普通の織機では騒音が大きく、回転数もあがらないうらみがあり、緯糸の補給にも問題がある。そこで近年各種の杼なし織機(シャットルレス・ルーム)が発達し、能率のよい革新織機として、広く普及しつつある。大別してグリッパー式、レピア式、ジェット式の3種があり、いずれもコーンあるいはチーズ(いずれも糸を多量に巻いたもの)を置いて緯糸とする。グリッパー式は緯糸を小形のグリッパーで把持(はじ)してこれを飛走させるものであり、レピア式は案内棒(片側1本使用するものと、両側2本を使用するものとがある)の先に糸をかけて緯入れする。ジェット式には、ノズルから空気を噴射して緯糸を飛ばすエアジェット・ルームと、水を噴射するウォータージェット・ルーム(合繊織物用)の2種がある。
(6)特殊の織物を製織するものにタオル織機、ビロード織機、カーペット織機、テープ織機、ラペット織機、フェルト織機、ホース織機、重布織機、帆布織機などがある。
[石川章一]
『内田豊作著『力織機及製織準備機』(1953・コロナ社)』▽『角山幸洋著『日本染織発達史』(1968・田畑書店)』▽『永原慶二他編『講座・日本技術の社会史 第3巻 紡織』(1983・日本評論社)』▽『南亮進・清川雪彦編『日本の工業化と技術発展』(1987・東洋経済新報社)』
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
機(はた)とも。織物を生産する道具・機械。弥生時代の原始的な弥生機(無機台機)に始まり,5世紀頃には居坐機(いざりばた)・高機(たかばた)・空引機(そらびきばた)が出現したという。空引機は綾錦などの紋織組織を作る鳥居形の空引装置を高機の上部にくみこんだもので,織り手と空引工で製織された。室町時代頃までには繻子(しゅす)織が伝わるなど,近世以前の技術は大部分が中国からもたらされた。明治期になると欧米からの技術導入が進められ,飛杼(とびひ)のバッタン機や紋織のジャカード機が普及した。一部では,片手で織れる豊田式木製人力織機や,足の操作だけの足踏織機が用いられた。明治後期から動力化が進み,大正末期には,豊田式自動織機が発明された。現在では,スルザー,エアージェットなどの革新的な無杼織機が用いられている。
出典 山川出版社「山川 日本史小辞典 改訂新版」山川 日本史小辞典 改訂新版について 情報
Sponserd by ![]()
字通「織」の項目を見る。
出典 平凡社「普及版 字通」普及版 字通について 情報
Sponserd by ![]()
…2本の経糸(たていと)と2越(こし)の緯糸(よこいと∥ぬきいと)という2組の糸の組合せを最低単位とし,織機を用いて作られたある幅と長さをもつ平面の総称。通常は経糸に対し緯糸が直角に交わって布面を構成するが,近年緯糸に対し経糸を左右斜めに走らせて布面を構成する斜織(ななめおり)が考案され,経糸と緯糸の直交という原則はあてはまらなくなった。…
※「織機」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
夏の暑さに体が慣れること。数日から数十日間で起こる短期暑熱順化と、数年または数世代にかけて起こる長期暑熱順化とがある。→寒冷順化[補説]近年では、冷房設備の普及にともない短期暑熱順化が起こりにくくなっ...