デジタル大辞泉 「限界ゲージ」の意味・読み・例文・類語
げんかい‐ゲージ【限界ゲージ】
Sponsored by ![]()
Sponsored by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponsored by ![]()
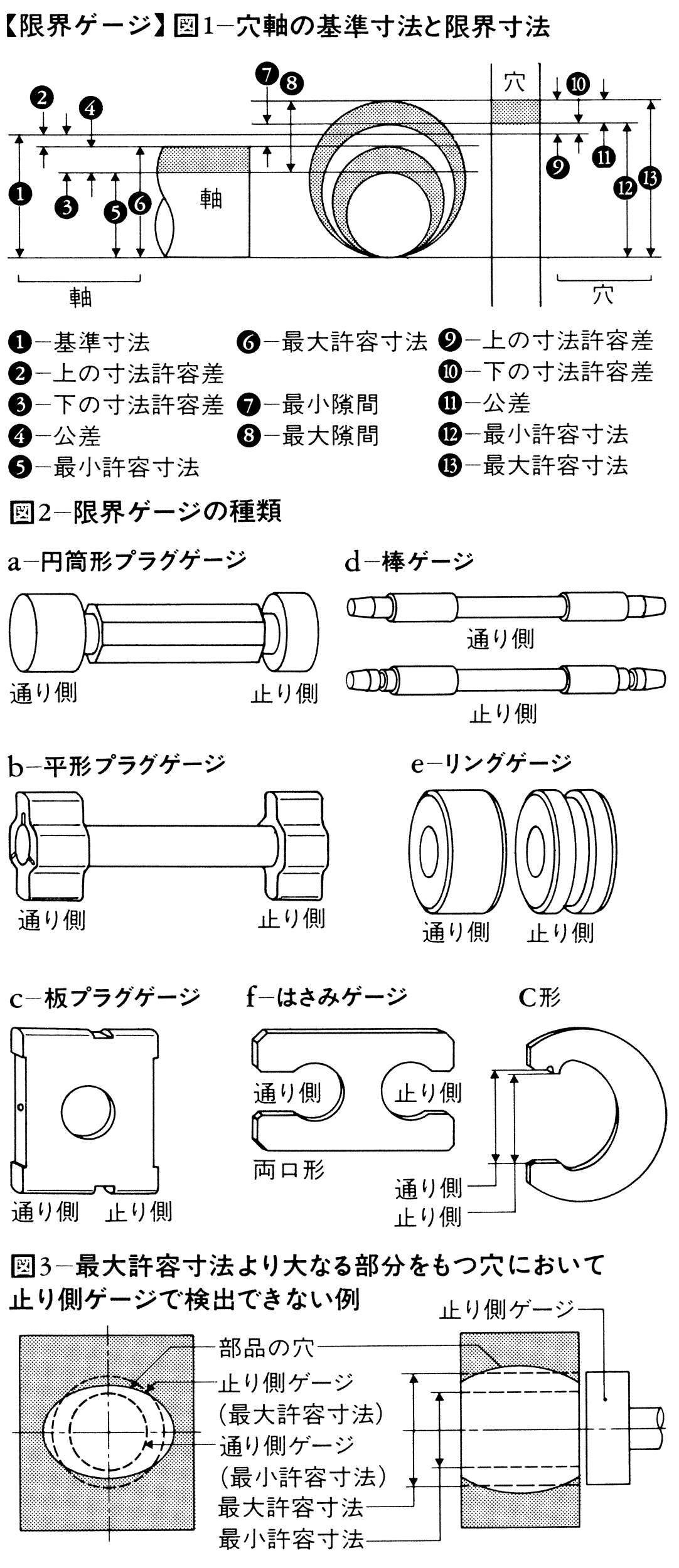
機械部品の寸法が,許容できる誤差の範囲内に入っているかどうかを検査するためのゲージ。機械の製造は多数の部品に分け,それぞれ独立に加工し組み立てている。製造数が少数の場合は,組立てのとき部品が合わなければ寸法の狂いを修正して組み上げることができる。中・多量生産になると,まったく独立に加工した多数の部品の中から任意に抜き取り,そのまま組み立てることができることが望ましい。また,一部品が破損して交換するとき,単にはめかえただけで組み立てられることが望ましい。すなわち互換性のあることが必要である。そこで,工作物をできるだけ標準ゲージに正しく合わせるように作る。しかしそれでは工作費がかさむ。そこで,ある一定の偏差を許しても機能がそこなわれない適当な範囲を考え,それを図面に記入してその許容範囲にあるように工作するほうが合理的である。この大きいほうの許容できる限界寸法を最大許容寸法,小さいほうを最小許容寸法,その両許容限界寸法の差を寸法公差といっている(図1)。実寸法が両許容限界寸法以内にあるかどうかは限界ゲージによって検査することができる。1798年にアメリカでホイットニーEli Whitney(1765-1825)が互換性を考えた生産方式を取り入れ大量生産方式の基礎を作った。それが19世紀の中ごろイギリスのホイットウァースJoseph Whitworth(1803-87)の働きによって重要な意義をもつようになった。
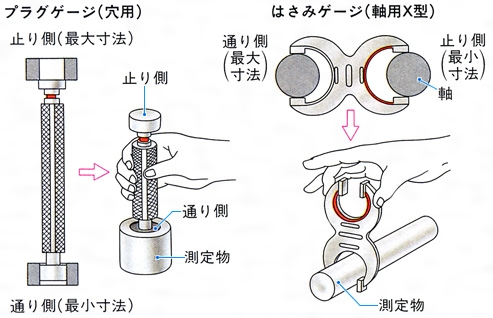
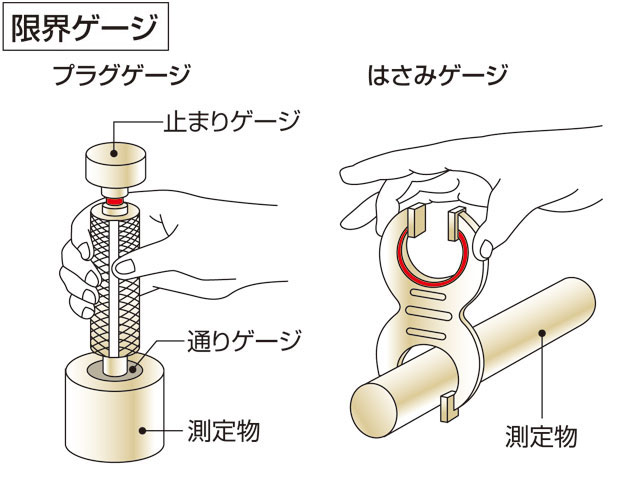
限界ゲージは穴,または軸の最大許容寸法を基準とした測定端面と,最小許容寸法を基準とした測定端面とをもつゲージである。丸穴の場合,最小許容寸法および最大許容寸法をもつ限界プラグゲージを用いる。最大許容寸法のほうは穴に入ってはいけないので止り側といい,最小許容寸法のほうは容易に穴に入ることが必要で通り側という。丸軸に対して用いるはさみゲージでは最小許容寸法のほうが止り側,最大許容寸法のほうが通り側である。図2は各種の限界ゲージである。穴用限界ゲージでは,寸法が比較的小さいものに対しては円筒形プラグゲージが用いられ,それより大きい寸法のものに円筒の一部を測定面とする平形プラグゲージ,または板プラグゲージ,さらに大きい寸法のものに棒ゲージが用いられる。軸用限界ゲージでは,比較的小さい寸法や薄肉の部品にリングゲージを,やや大きい寸法の部品にはC形板はさみゲージを用いる。限界ゲージはその使用目的によって,部品の工作状況を調べる工作用ゲージと検査に用いる検査用ゲージとに区別する。それらは原則的には同一であって,検査に当たって,許容限界寸法以内に収まっている部品を不合格にしないように,新製の限界ゲージを工作用ゲージとして使用し,部品の許容限界寸法以内のある寸法まで摩耗したのちに検査用ゲージとして用いている。限界ゲージにも製作公差が必要であり,さらに摩耗量の制限も必要である。国際的にそれらの取決めがなされている。
実際の部品は寸法だけでなく形状も理想どおりにはできていない。例えば円筒形プラグゲージで検査すべき穴の形が楕円であるとすると,図3のとおり通り側ゲージで穴のどの部分も最小許容寸法より大きいことはわかるが,止り側ゲージで最大許容寸法より大きい部分があるにもかかわらず合格させることがある。通り側に円筒形プラグゲージを用いてもよいが,止り側には板プラグゲージ,または棒ゲージを用い,穴各部の直径を検査するようにしなければならない。穴がたいこ形の場合も同様なことが起こる。また穴が曲がっているとき,ゲージの母線方向の長さが短いと,通ってはいけないものを通し,合格にすることがある。
ねじの検査のためにねじ限界ゲージを用いる。めねじの有効径検査にねじプラグゲージ,おねじの有効径検査にねじリングゲージがあり,それぞれ通り側と止り側とがある。このほか,ねじれのないめねじのための内径用限界プラグゲージと,おねじのための外径用限界はさみゲージがあり,これらを含めねじ用限界ゲージと総称している。ねじにピッチ,山角などねじ山の形状に関係する誤差があると,それらの誤差の正負に関係なく,おねじの有効径は必ず大きめに,めねじの有効径は小さめに現れる。この現れる量を有効径当量という。単独有効径にこの有効径当量が加わり総合有効径として現れる。製品にゲージをねじ込み,そのゲージ寸法によって総合有効径が検査され,総合的に互換性が判定される。そのときおねじの最小寸法が小さ過ぎると相手のめねじとの間に隙間ができるので,おねじでは最小寸法を点検し,めねじでは最大寸法を点検しなければならない。したがって,おねじの最小寸法およびめねじの最大寸法,いいかえれば止り側ゲージに対応する限界寸法は,単独有効径を検査すればよいことになる。通り側ゲージに対応する限界寸法は総合有効径で示される。限界ゲージによる合否は,ねじ込みによって通り側が無理なく通り抜け,止り側が2回転未満で止まれば合格とする。
執筆者:沢辺 雅二
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponsored by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponsored by ![]()
機械部品の寸法が絶対値ではなくて、許容される最大寸法と最小寸法との間(公差範囲)に仕上げられたかを検査するゲージ。ゲージは製品の削り不足を検査する通り側と、削りすぎを検査する止り側との1対からなる。このゲージには、軸用としてリングゲージ、はさみゲージなどがあり、穴用としてプラグ(栓)ゲージがある。プラグゲージの形状には、板状、棒状のものがある。限界ゲージ方式は大量生産に大きい貢献をしているが、自動定寸、自動選別などが発達し、限界ゲージよりも厳しい公差で製品の品質を保証することも可能となっている。
[清水伸二]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponsored by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponsored by ![]()
…したがって,測定というより検査であるが,現場において作業者が必要な情報は究極のところ何かアクションをとる必要があるか,その必要がないかの2値情報なのである。そして,その種の測定を行う器具を限界ゲージという。 このような局面は数値制御された自動工作機械や産業ロボットの導入により変化しつつある。…
※「限界ゲージ」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponsored by ![]()
政府首脳が外国を訪問した際の会談内容や合意事項を記した外交文書。法的拘束力は持たないが,その内容は両国を事実上拘束する。類似のものに共同発表 joint statementがあるが,これはより記録的な...
7/28 化学辞典 第2版(森北出版)を更新
6/26 日本大百科全書(ニッポニカ)を更新
4/17 デジタル大辞泉プラスを更新
4/17 デジタル大辞泉を更新
2/17 日本大百科全書(ニッポニカ)を更新