デジタル大辞泉 「圧延機」の意味・読み・例文・類語
Sponsored by ![]()
翻訳|rolling mill
Sponsored by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponsored by ![]()
圧延を行うのに使用される機械の総称。ロールを平板上,または相手ロールと対にして転がし,その間で材料を薄く延ばすことがその基本である。
圧延機と名づけられる最初のものは,レオナルド・ダ・ビンチの発明したものにさかのぼる。彼は1495年に手回しの2段圧延機を考案・製作し,貴金属を圧延して貨幣の素材を作った。板用,形材用,棒鋼用の圧延機は,すでに18世紀前までに出現しているが,当時の動力は人力や家畜の力に求めていた。圧延技術の飛躍的な進歩は,他の金属材料製造技術と同様に,動力として蒸気機関が用いられるようになった18世紀の最後の四半世紀になされたもので,これによりレールをはじめとする条鋼および各種形鋼の熱間圧延が行われるようになった。しかし,鋼の冷間圧延は,大きな圧延荷重と動力を要するので,19世紀初めになっても幅25mm程度の条鋼を生産するのがやっとであった。19世紀の間での圧延技術の上での出来事は,ドイツのマンネスマン兄弟Reinhard Mannesmann(1856-1922),Max Mannesmann(1861-1915)が1885年に傾斜圧延法を発明して管の素材を製造することに成功したことである。これは圧延機の面からみても画期的な発明であり,それまでの圧延機が互いに平行な軸をもつ2本のワークロール(作業ロール)で材料を延ばしていたのに対して,傾斜圧延機ではロール軸が平行でなく同一平面内にはない。このため材料はロールにより回転を与えられるとともに,その材料の回転軸の方向への推力も与えられるので,その推力を穿孔(せんこう)(マンネスマン穿孔という)に利用するというものである(〈金属管〉の項参照)。
1900年前後に電動機が使用されるようになると,動力の制御の面で非常に大きな可能性が与えられた。すなわち,速度制御,出力制御,可逆性などがかなりの正確度で可能となり,圧延機を数台近接して配列し,1本の材料を連続して圧延するストリップミルstrip millと呼ばれるタンデム形式の連続圧延機や,同一圧延機で何回も往復して圧延する往復(可逆式)圧延機reversing millなどが続々と開発され,また圧延機の速度も飛躍的に上昇した。第2次大戦前は往復圧延機のほうが速度が速かったが,戦後の計測と制御の技術進歩によって,1980年代にはタンデム圧延機のほうが高速となり,さらに電子技術の進歩,圧延の現象面からの特性についての理解の深化などによって,圧延機操作の自動化と高速化とが可能となった。そのために,タンデム圧延機のように,同一物体が各圧延機に同時にかみ込まれている状態での圧延の制御を高速下で行うことが可能になった。往復圧延機は,圧延-停止-逆転-圧延-停止-……というように必ず圧延過程で停止しなければならないので,高速圧延になればなるほど加速・減速に要する時間が増し,またこのような過渡的な状態で圧延される材料の長さが大きくなるなどの難点があり,鋼板のような大量生産されるべき材料の圧延機としては徐々に一線を退いている。
往復圧延機が適用されている製造工程は,分塊圧延,厚板圧延,熱間圧延の粗圧延工程(線材,形材,板)などがおもなものである。分塊圧延,線材圧延,形材圧延では,同一ロールに何本かの異なった溝型を彫り,往復しながらそれぞれの溝型をつぎつぎに通過して断面形状を変化させていく。粗圧延工程では材料の断面積が大きいので,速度が小さくても生産速度は十分大きく,また熱間圧延の場合でも周の長さの断面積に対する比が小さいので,温度低下の心配がなく比較的速度が低くても可能であるということから,あえてタンデム化をする必要がない。
高速タンデム圧延機の出現により,板厚1.0mm程度の薄板の熱間圧延や,線径5.5mmの線材の熱間圧延が可能になった。また,断面形状が小さくなると,低圧延速度では生産性が低くなるおそれがあるが,秒速40mから100mで圧延ができるため,十分な生産性を確保することが可能である。タンデム圧延機ないし連続圧延機は,熱間圧延においては,板材の仕上げ圧延,形材や線材の中間仕上げ圧延および仕上げ圧延,圧延製管工程での延伸,仕上げ圧延において活用されている。とくに線材の仕上げ圧延機は,同一のハウジングに数組の圧延ロールが組み込まれており,ブロックミルblock millと呼ばれることがある。圧延製管法でのタンデム方式の圧延機には,芯金(マンドレル)ごとかみ込んで管を延伸するマンドレルミルmandrel millや,管の外径を細める目的のサイザー(定径機)と呼ばれるものがある。
形材や線材の中間仕上げ用の圧延機は,圧延中に材料に予期しない張力が作用すると製品の断面形状が狂うので,長い間張力が作用するおそれのないように独立の圧延機か,圧延機間に材料のたるみ(ループ)をつくるような方法がとられてきた。1970年代に日本において,熱間圧延中の張力の計測法や,また張力の作用しない運転条件,とくに電動機の電流値をコンピューターに記憶させ,それに基づいて制御する方法が開発され,形材の連続タンデム圧延や線材のループのできないタンデム圧延が可能となった。
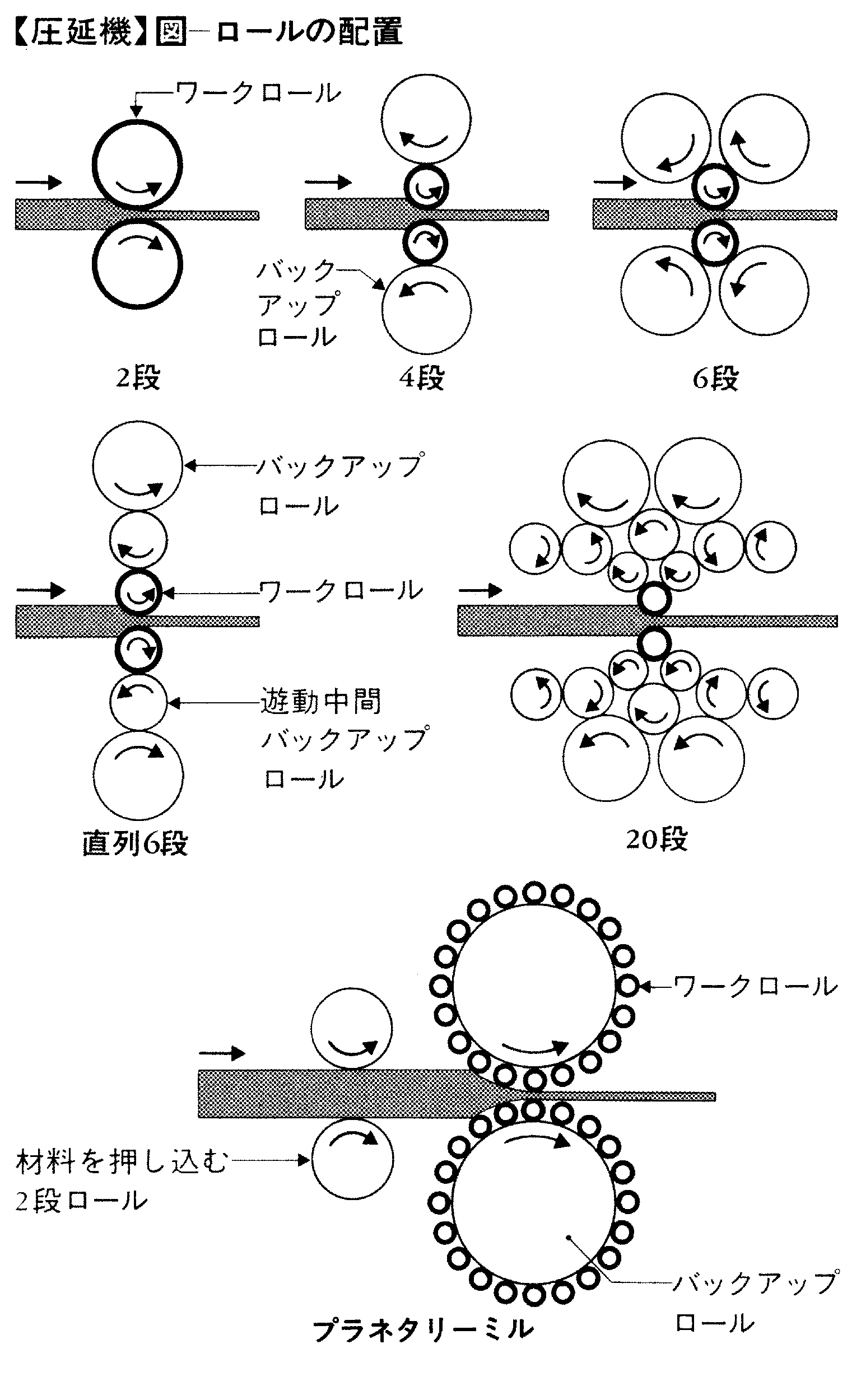
一つの圧延機のもつロールの本数も,2本から20本まで種々ある。ロール2本の圧延機を2重式または2段圧延機と呼ぶ。20本のものは20段圧延機と呼ばれている。3段圧延機が条鋼や棒鋼の粗圧延機として用いられるほかは,4段以上の多段圧延機はほとんどすべて板用の圧延機であり,直列6段圧延機を除く6段以上の圧延機は冷間圧延用である。
多段圧延機の特徴は,材料と直接接するワークロールの直径を小さくすることができ,材料に前方から張力を付加することにより圧延の安定性を保持しながら,圧延荷重を小さくすることができることである。ロールに作用する圧延荷重によるロールの変形は,一つはロールのたわみ,他の一つはロールと材料との接触面のつぶれによる変形である。圧延荷重はほぼロール径の平方根に比例するが,たわみ方は径の4乗に反比例するので,ロール径を小さくするとロールは大きくたわむようになる。一方,ロールと材料との接触面のつぶれはロールの径に比例する。したがって,ロールのつぶれ,すなわちロール扁平量はロール径を小さくすることによって抑えることができる。多段圧延機が考案されたのは,このような原理的必然性があるためで,圧延機作業者や設計者は,これらのことを経験により知り,ロール扁平を減少させるためロール径を小さくし,たわみに対して弱くなった分をバックアップロール(補強ロール)により補強して径の減少による弊害を避けたのである。多段圧延機の一つの発展の極はゼンジミアT.Sendzimirにより開発された20段圧延機である。この圧延機(ゼンジミアミルSendzimir mill)のワークロールを直接バックアップするロールの軸方向にそのロール面の位置を変化させる工夫もしてあり,これによりワークロールのたわみを逆方向に生じさせることさえ可能になっている。互いに対応する上下のバックアップロールに,それぞれ反対の方向から傾斜をつけるという考案は,その後ロールのたわみ対策として,4段圧延機のチャンバー付きバックアップロール,直列6段圧延機の遊動中間バックアップロールの工夫に受け継がれてきた。
2段圧延機にしても多段圧延機にしても,ロールの軸はすべて平行で,材料をその軸と垂直な方向に送り出す圧延機である。しかし,材料の幅方向の寸法を考えた圧延をするためには,幅方向を規制するロールがなければならない。棒材や形材の圧延は幅方向の変形の制御が必要であるが,そのためには穴型と呼ばれる溝caliberを彫ったロールをもつ2段圧延機を用いることによって可能である。しかし,積極的に圧延機の中に垂直な軸をもつロール(竪(たて)ロール)を組み込んだ形式のものがあり,これをユニバーサル圧延機と呼んでいる。この圧延機により,形鋼の圧延はただ穴型ロールでの圧延の場合に比べて生産性,寸法精度や形状の面で著しく改善された。主として動力は水平ロールに加えられ,竪ロールは材料の移動につれて従動するロール(アイドルロール)となっている。ほかに,ロール軸が互いに平行でない3本のロールからなる圧延機がある。これは傾斜圧延機の一つで,先に述べた製管用に用いられるが,内部に欠陥が生じがたいので棒材などの延伸圧延にも使用できる。材料の回転を止める代りにロールが公転ガイドの中を運動しながら材料の周囲をまわりながら線材に加工する圧延機をロータリープラネタリーミルと呼ぶ。ゼンジミアの開発したプラネタリーミル(圧延機)planetary millは,板用の圧延機で,ロール軸はすべて平行で圧延方向に垂直であるが,材料に対するロールの相対速度は普通の圧延機と逆である。つまり,普通の圧延機は,ロールが材料を入口でかみ込んで出口に出すように回転するので,その回転方向は材料の運動方向と一致している。しかし,プラネタリーミルでは,太陽に相当する大径のバックアップロールがあって,材料の運動方向に回転し,その周囲に多数の小径のロールすなわちワークロールが配置されているので,この回転方向は材料の圧延方向と反対となる。このままでは材料を圧延方向に進める力が生じないので,補助的にプラネタリーミルに材料を押し込む2段圧延機と,出てきた材料を仕上げ圧延するための圧延機を組み合わせている。
執筆者:木原 諄二
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponsored by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponsored by ![]()
夏の暑さに体が慣れること。数日から数十日間で起こる短期暑熱順化と、数年または数世代にかけて起こる長期暑熱順化とがある。→寒冷順化[補説]近年では、冷房設備の普及にともない短期暑熱順化が起こりにくくなっ...