デジタル大辞泉 「圧延」の意味・読み・例文・類語
Sponserd by ![]()
翻訳|rolling
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
回転している1対のロールとよばれる円柱体の間隙(かんげき)へ金属素材をかみ込ませ、ロールからの圧力で素材の長さを延ばし、断面積を縮小させる金属加工法。金属材料には適度の力を加えると破壊することなく永久変形する性質(塑性)があることを利用しており、鍛造などとともに金属の塑性加工法の一種である。厚鋼板、薄鋼板、棒鋼、形鋼(かたこう)、継目なし鋼管などの鋼材をはじめ、各種金属や合金の箔(はく)、板、棒、管などがこの方法で製造されている。圧延の際の素材の温度により熱間圧延(熱延)、冷間圧延(冷延)に大別される。鉄鋼工場で鋳塊を半成品の鋼片に圧延する分塊圧延は熱間圧延の代表例である。熱間圧延では、金属が加工による硬化を生じない再結晶温度以上の温度で圧延が行われるから、比較的小さいロール圧力で大きな変形加工ができる。分塊圧延では、鋳塊の中にある気泡や粗大結晶組織をなくして均質な組織の鋼片とすることができる。ただし熱間圧延では、圧延中に高温の素材表面が大気中の酸素と化合して酸化膜(ミル・スケールmill scale)を生ずるから製品の肌は粗く、金属光沢はなく、寸法精度も悪い。冷間圧延は室温のままの素材を圧延する方式で、製品の表面は平滑で、金属光沢があり、寸法精度もよい。薄鋼板製造用の冷間ストリップ・ミルstrip millはその代表例である。冷間圧延と熱処理とを適切に組み合わせることにより、圧延製品の結晶組織を改善して優れた機械的、物理的性質を与えることができる。
[志村宗昭・原善四郎]
いま長方形断面の素材を圧延する場合を考える。圧延前後の素材の厚さと幅をそれぞれh1、h2及びb1、b2とする。(h1-h2)を圧下量、(h1-h2)/h1を圧下率、(b1-b2)を幅ひろがりという。圧延中に素材とロールとが接触している面積は、ロール径および圧下量が大きいほど大きい。この接触面積とロール、素材間の摩擦係数および素材の変形抵抗(降伏応力)がそれぞれ大きいほど大きな圧延圧力が必要になる。したがって、硬くて変形しにくい材料や薄板の圧延には小径ロールを用いるとよい。しかし小径ロールは圧延中に湾曲して製品板の寸法精度が悪くなったり(板が両端より中央で厚くなる)、ロールが折損することもある。そのため直接に素材に接触するロール(作業ロール)の、素材と反対側に支持ロールを配置して作業ロールを補強することが考案され、各種の多重(多段)式圧延機が生まれた。圧延機の入口側では素材はロール表面よりも遅く移動し、出口側ではその逆である。素材とロール表面の両移動速度が一致する点を中立点という。ロールおよび素材にかかる圧力は中立点で最大である。圧延中に素材の前方、後方のいずれか、また双方から張力をかけると、中立点の位置が移動し、圧力が減少するという効果がある。帯状薄板の冷間圧延ではこの張力付加圧延が適用されている。
[志村宗昭・原善四郎]
ヨーロッパで最初に実用された金属圧延機は中世教会のステンドグラス用鉛縁(H形断面)を成形加工する手動圧延機であったらしい。レオナルド・ダ・ビンチは鉛縁用およびスズ板用の2種の圧延機のスケッチを残している。16世紀前半からイタリアで、ついでフランス、オーストリアで銀貨素材板を手動圧延機で圧延することが始まり、17世紀後半および18世紀前半には形鉄および鉄板の熱間圧延がそれぞれドイツおよびイギリスで始まった。動力はいずれも水車であった(圧延機をミルとよぶのはこのためである)。ヘンリー・コートの錬鉄製造法(1784)の要点は、石炭反射炉で製錬した錬鉄をただちに蒸気力駆動の圧延機で圧延することにあり、同法で製造された錬鉄の形材やレール、鉄板が産業革命時代の新工業材料となった。
19世紀前半には蒸気力駆動の二重式圧延機によるブリキ板用薄鉄板の製造がイギリスで盛んになり、船底保護用などの広幅銅板も圧延されるようになった。19世紀中期のベッセマー転炉などの溶鋼製錬法の発明で鋼の大形鋳塊が製造可能になると、それを各種形状の鋼片に圧延するために大馬力の分塊圧延機が現れ、鋳塊が冷却しないうちに鋼片への圧延が完了するように往復両行程で圧延が可能な三重式圧延機も開発された。19世紀後半から電動機が圧延機にも大きな進歩をもたらした。厚板圧延機では、各1対の水平・垂直ロールを備えて厚さ、幅ともに正確に圧延できるユニバーサル圧延機がイギリスに出現し、造船用厚板の製造に威力を発揮した。薄板圧延機では、黄銅の帯状薄板をコイルに巻き取りつつ冷間圧延する巻取圧延機がイギリスで実用化された。20世紀に入って、缶詰用ブリキ板や自動車車体用の薄鋼板の需要が急増したアメリカでは、ストリップ・ミルとよばれる広幅帯鋼(ストリップ)の連続圧延方式が1920年代以降急速に発展した。これは、縦列に配置した数台の圧延機(主として四重式)に帯鋼素材を通過させて連続的に圧延し、出口で製品帯鋼をコイルに巻き取る方式である。製品の薄鋼板は表面仕上げや深絞り性が良好で、自動車車体などをプレス加工するのに適している。
日本には1941年(昭和16)最初のストリップ・ミルが導入されたが、本格的な発展は第二次世界大戦後であった。戦後は自動制御理論や塑性力学など工学理論も発展して、1960年代から自動板厚制御技術やロールに曲げを加えることによって圧延板の断面状形を制御するロール・ベンディングroll bending技術も開発され、計算機制御も1970年代から実用され、日本のストリップ・ミルは高度の技術水準に達した。今日では幅2メートル以上の広幅薄鋼板が熱間圧延では毎分1300メートル、冷間圧延では毎分2500メートルの圧延速度で生産されている。
[志村宗昭・原善四郎]
圧延機は作業ロール、支持ロールを含めたロールの総数(n)によって二重式、三重式、四重式、六重式、多重式などに分類される(n段式ともいう)。またロールの配置形式によって分類され、水平ロールの外に垂直ロールを備えたものはユニバーサル圧延機とよばれ、大径の支持ロールの外周に多数の小径ロールを遊星状に配置したものはプラネタリ圧延機とよばれる。
二重式圧延機は最古の形式のもので、ストリップ・ミル出現以前には、この圧延機の出口側、入口側に工員がいて、出てくる圧延板を入口側へ手渡しで戻して圧延を繰り返すという方法(プル・オーバーpull over方式)で薄鉄板が製造されていた。現在では二重式逆転圧延機が三重式圧延機とともに分塊圧延機に用いられ、また熱間ストリップ・ミルの粗圧延機としても用いられている。四重式圧延機は軟鋼、銅、アルミニウムなどの広幅板材の圧延に適し、厚板圧延機や熱間、冷間ストリップ・ミルの主力圧延機となっている。六重式以上の多重式圧延機は、ステンレス鋼板やケイ素鋼板などの硬い材料の冷間圧延や箔に至る極薄板の圧延用として考案されたもので、両端軸受付きの12段ないし32段ロールを備えたローン圧延機(1923発明)、6段、12段ないし20段の軸受なしロールを配置したゼンジミア圧延機(1934発明)などがあり、日本では後者4台を縦列に配置した冷間ストリップ・ミルがステンレス鋼板生産用に運転されている。ユニバーサル圧延機は最近では大形形鋼の圧延機としても重用されている。プラネタリ圧延機は合金鋼などの硬質材料板を1回のロール通過で90%以上の圧下率まで圧延でき、1966年(昭和41)には日本に世界最大級のものが建設された。
丸鋼を鋼管に穿孔(せんこう)すると同時に圧延作用もあるマンネスマン鋼管圧延機(穿孔機ともよばれる)は、継目なし鋼管製造法として有名なマンネスマン式鋼管製造法の主力機となっている。その構造と原理は鋼板圧延機とは異なり、互いに角度をなして配置された同方向回転の左右1対の二重円錐(えんすい)形ロールの間へ丸鋼を挿入するとき、その中心軸に形成される孔をマンドレルmandrelとよばれる心金(しんがね)によって拡大することによって丸鋼を鋼管に穿孔、圧延する。マンネスマン式鋼管製造法では、この穿孔機でつくった素管をさらに各種の鋼管圧延機で仕上げ圧延する。
[志村宗昭・原善四郎]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
金属の延性,展性などの塑性を利用し,ロールによって材料に圧力を加えて,より薄くあるいはより細く延ばす加工技術。広義にとれば,平板の上で麵棒(めんぼう)によりうどんやそばをのす方法や,するめをのしいかに加工する方法もこの加工技術の一つといえる。プラスチックをカレンダーロールと呼ばれる比較的細い2本のロールの間を通して,ラップ類や小さな調味料容器用の膜を製造するのも圧延の一種である(プラスチック成形加工)。
金属材料は圧延によって,板,棒,線,形材,管などに加工されるが,その際に材料を加熱した状態で行う熱間圧延hot rollingと,加熱しないで行う冷間圧延cold rollingとがある。熱間圧延は大きな変形が可能であり,インゴットを分塊圧延したり,板材,形材の圧延に適しているが,仕上げ面が酸化される欠点がある。冷間圧延は小さな変形しかできないが,表面状態が良い加工ができるので,製品の仕上げに利用されることが多い。
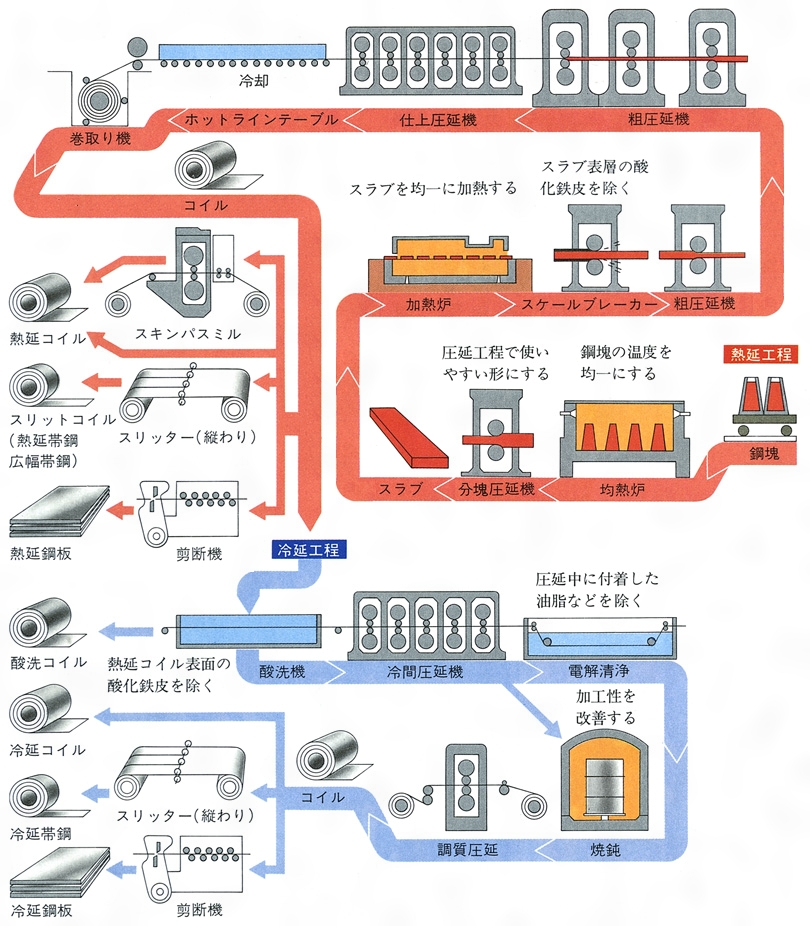
鋼の圧延素材としては,多くの場合鋳造によって得られるインゴットなどが用いられる。インゴットの場合には,均熱炉で約1200℃に熱して内部の温度分布を適切な状態にし,次に分塊圧延機にかけて,鋼塊の粗大な鋳造組織をこわしたり,気泡などを除いて,スラブ,ブルーム,ビレットなどの中間段階にまで加工する(分塊圧延)。インゴットを鋳造する際に直接この中間段階のスラブなどに加工する方法があり,これを連続鋳造という。現在はごく特殊な材料を除き,連続鋳造化が進んでいる。スラブとは平板状の厚板,ブルームとは幅と厚みの寸法がほぼ等しい大型角鋼片,ビレットとはブルームをより小型にした鋼片をいう。
板,棒,線材,形材などが熱間圧延で製造される場合には,スラブやビレットから,粗圧延→仕上げ圧延の2工程,あるいは粗圧延→中間仕上げ圧延→仕上げ圧延の3工程と明確に区別できる熱間圧延工程を経る。分塊圧延,形材,棒・線材の圧延では,穴型と呼ばれる溝caliberをつけたロールで圧延が行われる。たとえば円形断面をより断面積の小さな円形断面に加工する場合には,余分の材料をこのロールの溝を通して引き出すことによって断面を小さくしてゆくのである。この溝付きのロールで行う圧延を穴型圧延という。大量生産の場合には長大な材料を圧延することになるので,同時に動く一連のロールを順に通して連続圧延continuous rollingが行われる。
鋼板のうち厚さ3mm以下の薄板は,絞り加工で継目のない底付き容器にしたり,表面処理用鋼板とされるが,薄板製造は,ふつう圧延後に焼きなましをしてから,さらに調質圧延を行っている。調質圧延は,4段圧延機を用いる軽い圧延で,板の形状や表面性状の向上をはかることと,ストレッチャーストレーン(引張りしわ)を防止し,後の加工を容易にする。
(1)寸法・形状の制御 圧延作業で重要なことは,まず製品の寸法制御,板の場合は板厚制御を厳格に行うことである。次に製品が曲がったり,ねじれたり,波じわがよったりする形状不良を生じないような圧延をしなければならない。このための制御を形状制御という。たとえば板の形状不良としては,両端部がよく伸びて波を生ずる縁伸び,中央部だけがよく伸びる腹伸び,両者の組み合わさった複合伸びなどの状態が起こる。
熱間圧延では,寸法や形状の制御に関して,圧延中の材料内の温度分布が重要な役割を演ずる。熱間圧延をする前に材料を均熱炉で加熱する場合,材料をスキッドと呼ばれる火格子の上においておくと,スキッドに当たる部分の温度が他の部分より50℃程度低くなるのが普通である。この部分は,目視でも明度が低いので暗く見えることから,スキッドマークskid markと呼んでいる。鋼は,温度が低いと変形に対する抵抗が大きくなるので,スキッドマークの部分を圧延する場合にはとくに圧延機をしめつける荷重を大きくしないと,寸法が目標より大きいほうへずれてしまう。一方,スキッドの位置がたえず変わるように設計された炉(ウォーキングビーム炉という)を用いる場合は,スキッドマークは薄く,数が倍増しているので,寸法変化の傾向は比較的小さくなるが,完全ではない。また熱間では,縁や角のほうが冷えやすいので,断面内でも温度の分布差が生じてしまう。そのため縁部が中央部に比べて伸びにくくなり,圧延後の材料にしわが生じるなどの形状不良の原因にもなる。この場合も,温度差に見合って材料の幅方向および断面内での伸びを均一にするように,材料に作用する力の分布を変化させる制御を行う必要がある。
(2)ロールの冷却法 熱間圧延では,ロールは材料から熱を奪って加熱されるので,当然寸法が膨張する。ロールがどこも均一に膨張すれば問題がないが,どうしても端部のほうが温度が低くなる。連続的に圧延を行う場合には,時間とともに生ずる熱膨張の不均一によるロールの変形も考慮しなくてはならない。これは板を圧延する場合には熱間圧延の場合ばかりでなく,冷間圧延においても考慮しなければならない因子である。そのために,ロールの冷却技術が重要になる。熱間圧延では,大量の水を加圧して吹きつけてロールの温度管理が行われる。この冷却水に数%までの潤滑油を混入して行う熱間圧延潤滑は,アルミニウムの熱間圧延,鋼の形材や板の熱間圧延で行われている。
冷間圧延で製造される板は,多くの場合表面の状態が重要な商品価値となる。そのため,ロールと材料とが高荷重で接触している冷間圧延では焼付きが起こりやすく,表面に欠陥が生ずることが多い。これを防ぐために冷間圧延では潤滑が積極的に採用されてきた。表面状態についての注文の厳しいステンレス鋼板やアルミニウム板の場合には,水の存在によるさびなどを嫌い,潤滑とロールの冷却はともに油によって行われる。一方,鋼板の場合には,冷却は水,潤滑は油によって行われる。この水と油を別々にロール表面と板表面とに供給する方法と,油を乳化して水に混入し,潤滑剤と冷却剤とを一体として供給するエマルジョン潤滑法との二つの方法が可能であり,ともに実施されている。
(3)制御圧延 金属材料は,冷間加工したのち焼きなますと再結晶し,組織変化を起こして異方性を強めたりする。熱間加工では,加工中に再結晶が重なって起こるために,その過程で大きな組織変化が生ずる。鋼の場合,とくに構造用部材に用いられる厚板,形鋼などでは,結晶粒が微細であれば,使用時の破壊に耐える靱性(じんせい)に富むことがよく知られている。そのためにとくに結晶粒の微細化による靱性の向上を目的として,圧延加工度と温度という圧延スケジュールの合理化が強力に進められてきた。このように合理化されたスケジュールによる厚板や形鋼の熱間圧延を,とくにコントロールドローリングcontrolled rollingと呼んでいる。
→圧延機
執筆者:木原 諄二
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
…浮流によって運搬される物質は浮流物質(おもに河川水中のもの),懸濁物質または浮遊砂などと呼ばれる。掃流tractionは砕屑粒子が流れの中を底面に沿って運搬される形式で,転動rolling,滑動sliding,躍動saltationという3種類の運搬形式を総称したものである(図1)。掃流によって運搬される物質は掃流物質と呼ばれる。…
※「圧延」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
福岡県福岡市博多区の櫛田神社の夏祭り。壮麗な山笠で知られる。今日,山笠には飾り山笠と舁き山笠(かきやまがさ)の 2種類がある。明治時代に電線が架設されて以降,物語場面の人形などを飾りつけた高さ 15m...