
日本大百科全書(ニッポニカ) 「工業計測」の意味・わかりやすい解説
工業計測
こうぎょうけいそく
industrial measurement
industrial instrumentation
計測技術が応用される目的は、学術的な科学研究と物やエネルギーの生産にかかわる産業の効率化とに大別される。後者のうち、とくに工業の生産過程において、または生産に関係して行われる工業量の計測を工業計測という。ここで工業量とは温度、圧力、流量などの条件量だけでなく、製品の状態や品質などを含む。高い生産効率、省力化を指向して生産を自動化するために計測技術が重要な役割を果たしている。工業計測に用いられる機器やシステムは工業計器ないし工業計測システムである。後者においては自動制御の機能を内蔵している。
[山﨑弘郎]
工業計測の役割とオートメーション
均質な製品を大量かつ迅速に生産して企業が利潤を生み出すためには、人間の熟練に依存するこれまでの方法では対応しきれないことが認識され、運転の条件量を計測により正確に把握して操業する計測運転が普及した。日本では欧米に遅れて第二次世界大戦後であった。これがさらに、運転条件を自動制御するオートメーション工程に発展した。
自動化された工業生産において、原料や素材から最終製品に至る全工程を通じ、それぞれ品質を確認したり、操業状態を監観して制御対象の状態をフィードバックして対象を希望した状態に保つことがもっとも重要である。したがって、フィードバック情報を獲得する工業計測が自動化技術の中核的役割を担っている。オートメーションの分野では、連続プロセスを対象とするプロセス・オートメーションが先行した。対象に関する適確な情報を収集する手段が整備されていたためである。さらに連続プロセスでは、素材や中間体、そして製品が流体(液体または気体)であるために制御の操作が流量調節バルブの開閉調節で容易に、しかも連続的に行われるからでもあった。石油精製などの連続プロセスについで、化学反応をバッチ(連続でなく装置の容量に応じてバッチという単位で原料をくぎって断続的に反応させる方式)で行うバッチ・プロセスの自動化が続いた。その結果、原油からガソリンや軽油などが連続蒸留で分離される石油精製プロセスが自動化の先頭をきった。それに次いで分解、重合、濾過(ろか)などの工程をバッチで行う化学工業がプロセス・オートメーション技術で自動化した。
これに対し、自動車や電子機器産業の自動化を図るメカニカル・オートメーションが立ち遅れたのは、生産対象が固体で、不連続プロセスであるため、計測の対象が流体のように温度や圧力ではなく、対象の位置や寸法など、広くいえば形をもつ状態で、自動制御に必要なフィードバック情報を収集するツールが整備されなかったからであった。しかしこの状況も、センサー技術が発展してロボットが視覚、触覚などに相当する情報を入手できるように変わった。それとともに、対象の状態に応じてフレキシブル(柔軟)に対応でき、微妙な操作が可能な知能化ロボットが実現して、組立ての自動化工程が出現した。その結果、自動車産業や半導体産業などでメカニカル・オートメーションが高度化して、総合的なファクトリー・オートメーション(FA)の展開をみるに至ったのである。
工業計測技術は、施設の保守、防災、環境の保全などにも多大の貢献をしている。たとえば、異常状況を察知して警報を発信し、危険または過酷な条件下における人間の作業を計測制御機器が肩代りすることなどである。
[山﨑弘郎]
工業計測技術の発展
第一次世界大戦後、ヨーロッパやアメリカでは計測技術を工業生産の場に組織的に適用する機運が高まった。まず対象の工業量を取り扱いやすい量に変える信号変換技術が追求され、変換器の出力を表示あるいは記録する各種の工業計器が生まれた。これらは生産現場で使用できる堅牢(けんろう)な構造であった。プロセス工業では、空気圧あるいは油圧で動作する流量調節弁が多く使われたので弁を制御する調節器を工業計器に内蔵した調節計が普及した。このようなプロセス調節計が、1930年代アメリカのハネウェル、フォックスボロ、テーラーなどのメーカーで相次いで開発され、プロセスの自動化の道を開いた。この時期、自動化されたほとんどのプロセスがフィードバック制御により圧力、温度、流量などを一定値に保つことを目的としていた。調節計は、その調節機能として比例積分微分動作(PID3項動作)の機能をもち、目標値と計測値とを表示する工業計器に内蔵されて、計測と制御の機能が計器のなかで一体化されていて調節計とよばれた。調節計は制御ループごとに現場に設置された。弁を操作する空気圧信号はレベルが統一されており、0.2~1kg/cm2であった。こうして第二次世界大戦にかけてアメリカやドイツなどでプラントの計測操業が進展をみただけでなく、定値制御で自動化が始まった。
[山﨑弘郎]
プロセス計装システムの誕生
1950年代になると、自動制御技術の発達を背景に新しい計測制御システムの構成思想が生まれた。検出、変喚、伝送、信号処理、制御、出力など一連の機能要素に対応してシステムを標準的なデバイスで構成し、しかも検出以降の変量に、前述の統一したレベルの空気圧信号0.2~1kg/cm2を採用することであった。変量の範囲を統一された空気圧信号に対応させるが、とくに、変量の0を空気圧の0.2kg/cm2である最低の有限値に対応させたのは、故障時の空気圧0の場合を識別するためである。この方式はシステム構成の合理性と計測システムの標準化とをもたらすことから、ユーザー、メーカーの双方に歓迎された。
一方、1950年代初めの日本では、アメリカの設備を導入した一部の石油精製工場以外に本格的な計測操業は皆無に等しかった。繊細な構造の計器を厳しい環境の生産現場で使用するような考えがなかったのである。しかし、第二次世界大戦後の生産復興にあたり、アメリカの専門家から生産プラントの計測の欠如と量的な操業指針の不備が指摘されていた。また、生産復興にあたって、不足がちであった燃料を有効に利用するため、生産工程における熱管理の重要性が叫ばれていたため、燃料を大量に消費する鉄鋼工業や化学工業をはじめとして計測運転の必要が強く認識された。また、その技術を基に熱管理を実現する計測管理が急速に普及した。計測器メーカーは戦争による技術交流の断絶がもたらした日米の技術格差を認識し、本格的な技術導入とその国産化を積極的に進めることとなった。当時、アメリカでは厳しい環境下で使用できる高感度の自動平衡型記録計(サーボ形計器)が実用化され、空気圧式調節器つき調節計が普及していたのである。日本においても計測器メーカーは電子管増幅器をもつ自動平衡型記録計の量産から工業計器の開発に注力した。そして、空気圧式の調節器と結合した自動平衡型調節計が50年代のなかばごろからプロセスに導入され、プロセス計装が開始された。
やがて生産規模の大型化に伴いプロセス計装は計測点数が急増したので、管理効率の向上を図るために、工業計器を生産現場に分散配置することを改め、計器室に集中して管理する方式となった。集中管理方式では、工業計器の表示・記録・調節部を中央管理室の計器パネルに集中して取り付けた。この場合、多数の大型記録計がパネルに配置され、その指示がプロセスのどの変数であるかわかりにくい問題が生じ、グラフィックパネルが導入された。集中管理方式の象徴とされるグラフィックパネルは、生産の流れと設備の配置を計器室のパネルに図示し、各生産プロセスをつなぐ物質やエネルギーの流れと計測制御の信号の流れをシンボルや色線で表示したうえ、流れ図の計測箇所に計器を配置して、全体の運転操業をひと目でわかるようにした。グラフィックパネル導入に平行してパネルに取り付ける計器の小型化が要請された。それでも、設備が大型化し、計器数が多くなると、パネル面積が増大し、人間の監視能力と投資額の点から問題となった。
1950年代から電子管を使用した自動平衡計器がプロセスに導入されたが、当時主流であった空気圧統一信号方式の計装との接点に問題があった。また、プロセス規模の増大により空気圧信号の伝送遅れが顕在化した。その結果、電気式統一信号方式が提案された。電気式統一信号方式は空気圧式に比し応答に遅れがなく、各種の制御動作がアナログ電子回路で実現できる利点は認められたが、電子管の信頼性不足と経済性が難点で伸び悩んでいた。ところが熱に弱いゲルマニウムトランジスタにかわって、シリコントランジスタの発達が電子管の難点を克服するにおよび、1960年代初めに至り電子式と空気圧の地位が逆転した。こうした小型電子式工業計器の実用化と平行して、統一レベルの電気信号への工業量の電子的変換が可能となり、電子式アナログ計装技術が確立されたのである。統一電気信号としては、直流の4~20ミリアンペアが用いられた。また操作に大きな動力を要するときは操作用変換器(電気‐空気圧、あるいは電気‐油圧)が使用された。
[山﨑弘郎]
デジタル技術の導入
プロセス計装システムは、この時代までは計測制御の変数ごとに独立したフィードバック・ループを形成し、アナログ調節計で制御されていたので、複数の変数の間の相互関係が不明確であった。やがて、デジタル電子技術の急激な発展を背景に計装方式にも変化が現れた。まずデータロガーの出現であった。スキャニングモニターは、多数の計器を個々に監視するかわりに、定められた手順で多数の入力を順次に切り換え、A/D変換器でデジタル信号に変換して一つの表示窓に数字表示、あるいは印字出力し、設定値からの逸脱を警報発信した。パネル面積の増大を回避し、かつ監視が容易になった。これはまもなく、データ処理能力の向上とともに、前記の多点計測、警報のほかに、多数の変量の値を一定時間ごとに印字する運転日報、あるいは1か月ごとのデータを集計した月報などの報告の自動作表機能をもつデータロガーに発展し、新しい集中監視システムとして普及した。この導入によりプロセス変量の相互関係が以前より明確になった。このように1960年代は、アナログ計装の確立ならびにデジタル計装技術の開幕の時代とされている。
データロガーは、演算機能を向上させ、データの平均や積算なども行うコンピューティングロガーへと進み、コンピュータ制御への礎(いしずえ)を築いた。ただここで注意しなければならないのは、ロガーやコンピュータの集中処理能力はフィードバック制御機能と並列で、制御信号を直接扱わない、すなわちフィードバック制御ループの外側であって、たとえコンピュータが故障しても制御には影響がない。そのくらい連続操業のプロセスにおいて信頼性に対する配慮が重要であった。デジタルコンピュータは集積回路(IC)を使用するようになって小型化するとともに信頼性が改善された。さらに制御用コンピュータは信頼性を最優先して開発されたコンピュータで、それを中枢とする計測制御システムにより計装のデジタル化が進められた。その初期にはコンピュータがアナログ調節計群の設定値を与える制御方式をとり、SPC(set point control)とよばれた。やがて制御用コンピュータの出力で直接に対象を制御するDDC(direct digital control)が行われるようになった。DDCの場合においても信頼性に対する配慮により、コンピュータの二重化構成や重要な制御ループにアナログ調節計をバックアップに設置するなどの措置がとられた。DDCはコンピュータの集中処理により多数のアナログ調節計を節減し、小型化しただけでなく、計器室をコンパクトにした。1970年代にマイクロプロセッサーが開発されると、少数制御ループをマイクロプロセッサーで集中処理し、複数のマイクロプロセッサーに故障時のリスクを分散した分散型DDCが開発された。この構成はそのまま現在に引き継がれている。
分散型DDCの導入において、工業計器や制御システムを運転、監視するオペレーターとのインターフェースが大きく変化した。すなわち、ブラウン管ディスプレー(CRTディスプレー)とキーボードの導入である。それまでは個々のアナログ計器の表示を監視し、操作も個々の計器に対して行っていたのが、CRTによる集中表示、キーボードによる集中操作に変化した。CRT表示ではプロセス全体から個別の計器の表示まで、自由に表示の対象を選択できるので、前述のグラフィックパネルで生じた問題は解消された。しかし、表示をキーボードで呼び出さなければならないので、緊急時における対応が問題であり、またバーチャル・イメージであるため実体との間の透明性の確保が課題であった。DDC導入のもう一つの利点は複数のプロセス変量や制御ループ相互の関連が明確化しやすくなり、プロセス全体の状況を把握しつつ総合的な運転がしやすくなったことである。
[山﨑弘郎]
プロセス計測用センサーと変換器
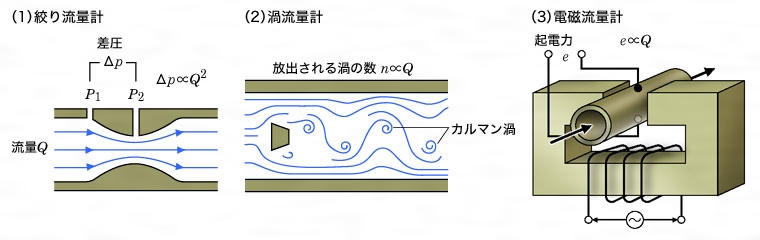
プロセス用工業計測システムの最先端に位置する検出器あるいはセンサーはどのようなものが使われているのだろうか。プロセスでは操業が安定しているときには、プロセスに出入りする物質とエネルギーの収支がゼロでなければならない。すなわち、原料、燃料、製品、廃ガスなどいろいろな形で物質とエネルギーとが出入りしている。それらの出入りを監視あるいは制御するため、いろいろなセンサーが使用される。温度、流量、圧力、密度、液位、速度、成分などのセンサーである。これらのなかで、物質やエネルギーが液体や気体など流体の形をとるので、流量センサーが両方の収支に密接に関係し、直接制御にもかかわるのでもっとも重要であり、使用数も多い。流量センサーは流れに接するのでじょうぶな構造でなければならない。管路に絞りを挿入して、その前後の差圧(圧力差)を検出する絞り流量計がもっとも多く使用され、磁場を横切る電荷に作用するローレンツ力を利用する電磁流量計、流れのなかの柱状物体から放出されるカルマン渦の数を計数する渦流量計などが対象や流れの状況に応じて使用される。物質収支の観点から体積流量より管内を通過する質量流量が必要な場合はコリオリの力を利用した質量流量計が使用される。流量センサーについで温度センサーや圧力センサーが多数使われる。これらのセンサーは信号を検出するだけでなく、統一されたレベルの信号にセンサーの出力を変換し伝送する変換器(あるいは伝送器)としての機能をあわせてもっている。空気圧の統一レベル信号が使用されたときには、流量、圧力、液位などすべて差圧に変換され、さらに統一レベルの空気圧に変換され伝送された。温度も熱膨張現象を利用して空気圧に変換された。計装が電子方式に変化してからはセンサーに近く設置された変換器で統一レベルの4~20ミリアンペアの直流電流に変換されて伝送される。伝送信号のうち、4ミリアンペアの部分は変換器の電源に電力を供給しており、それがまた、ゼロレベルと変換器の正常動作の確認に利用される。変換器と、表示計器やコンピュータとの間は2本の導線のみで接続され、それによりセンサー信号からの情報と変換器の動作エネルギーとが同時に送られるのである。
センサーや変換器類が爆発や、引火の可能性のある雰囲気で使用される場合には、防爆型explosion proofでなければならない。これには単に耐圧容器に回路を収容する耐圧防爆型のほかに、断線や接地などの故障で生じた火花エネルギーが危険ガスを爆発させるレベル以下となる回路設計を施した本質安全防爆型が採用される。
センサーの変換器にもマイクロプロセッサー出現の影響が現れた。1980年代から変換器の回路にマイクロプロセッサーが内蔵されて、従来のアナログ回路では実現できない信号処理が可能になった。すなわち、センサー特性の精密な補償や計測範囲の変更、特定のノイズの除去、変換回路の動作の監視などを実行する。計器との間はアナログ電流信号に重ねたデジタル信号で通信を行う。アナログ回路では信号処理機能が限定されていたが、マイクロプロセッサーやメモリーの内蔵によって現場に設置された機器にも知能が埋め込まれることになった。スマートあるいはインテリジェント変換器とよばれる。工業計測では信頼性が非常に重視されるので、厳しい動作環境に設置されるセンサーや回路素子の故障に対してもフェイルセーフなど、安全優先の配慮が加えられており、ここでも埋め込まれた知能が活用される()。
[山﨑弘郎]
現代の工業計測システム
現在のプロセス計測制御システムでは、生産のための条件量を一定値に保持するだけでなく、利益を最大にするように諸条件を最適化する機能をもつ。利益は経営戦略や原料コスト、生産量などと密接に関係するので、経営情報システムや工場の生産計画などにかかわる生産管理システムなどと計測制御システムがオンラインあるいはオフラインで接続された階層システムを構成する。
このような場合、企業の経営情報システムが上位で、その下に工場の生産管理システムがつながり、さらにその下にプロセスの計測制御システムが接続されるような階層構造をもつシステムが構築される。階層間で情報が交換され、全体として有機的に機能するが、計装システムは、上位のシステムから最適化された制御の目標値を与えられる形となる。大きなエネルギーと大量な物質を扱うプロセスを直接計測制御する計装システムは階層としては下層であるが、もっとも高い信頼性が要求される。
1990年代から普及し、性能と信頼性が向上したパーソナルコンピュータ(PC)を工業計測や制御に活用する試みが始まった。いままでのところ、CRTのかわりにマン・マシン・インターフェースman-machine interfaceとして使われる例は多いが、情報処理能力をオンラインで計測制御に使用している例はプロセスでは少ない。そこには、まだPCの信頼性に対する懸念が残っている。
21世紀初頭においてみられる顕著な技術動向は、センサー・変換器とコンピュータとの接続形態の変化である。いままでは計器室内の中央の機器と計測現場のセンサー・変換器、あるいは中央と制御の操作端である調節弁との間はそれぞれ固有の導線で1対1で接続されていた。情報処理はデジタル信号でも信号の伝送はほとんどアナログの電流信号であった。したがって、プロセスが大規模となると、配線のコストが増大するし、中央では大量な導線の束に悩まされた。これがデジタル信号を伝達するフィールドバスで接続する方向に変わりつつある。バスはプロセスに敷設された1ないし2本のバス配線を共用して信号伝送が行われる。これにより配線コストが低減するだけでなく、信号伝送の容量が増加し、接続の融通性も増す。もう一つの技術動向は固定回線にかわる無線伝送の活用である。これにより配線のコストが大幅に低下するだけでなく、移動する対象の計測や広域の制御が容易になる。ただし、混信とかセキュリティの課題が残る。
[山﨑弘郎]
メカニカル・オートメーションにおける計測
メカニカル・オートメーションは単純繰返し作業を行うプレイバック・ロボットから始まった。自動車工場における溶接や塗装工程などであった。これは加工対象のワーク(ここでは加工される自動車の車体や部品など)が所定の位置にあるかどうかを判定するセンサーが使われる程度で、計測センサーの数や種類は当初多くはなかった。一つの生産ラインで複数の車種を生産する混流生産が始まると、車種や仕様の識別が必要になり、それに応じて加工のプログラムを切り替えた。半導体集積回路(IC)製造のボンデイング工程や電子機器製造における回路基板への部品装着などが専用のロボットを使用して自動化されるにしたがい、ビデオカメラ画像を利用して対象の判別や位置の修正を行うようになった。これらでは正常な画像とのマッチングを画像処理技術で行うものであった。
このように、メカニカル・オートメーションの計測センサーは特定の変量を計測し、数値で表現するのではなく、対象が存在するか否か、対象が正しいかどうかの正否を認識するものが大多数であった。したがって、結果は数値ではなく、正常か否かのように二値的であった。ここでは、ビデオカメラの画像の精度が問題になるが、さらに適切な照明や判定のための高速度の画像処理が技術的に重要である。
ロボットなどの自動機械がより高度で微妙な作業もこなし、しかも状況の変化に柔軟に対応できるようにするためには人と同様なセンサーが必要であるが、現在のところは、視覚、触覚センサーが主である。一部、超音波を発射して、その反射により対象や障害物の存在を知るセンサーが使われているが、聴覚というより視覚や触覚の補完とみるべきであろう。
知能化が進んだロボットでは、ロボットの外部の情報を取得するだけでなく、腕や肩などの回転角度や指の把持力などを角度センサーや力センサーで計測するものが増えてきた。このようなロボット内部のセンサーを内界センサーとよび、外部の情報を取得する外界センサーと区別する。このような内界センサーによる計測のおかげでロボットの作業が正確でしかも微妙な仕事をこなせるようになりつつある。
[山﨑弘郎]
環境保全計測
生産の場はプロセスであれ、組立て産業であれ、生産のために廃ガスや排水などを放出する。しかし、それが環境を劣化することは許されない。そのために環境規制が定められており、その規制値を超える量を放出できない。したがって、大気に放出されるガスや、河川に放出される排水について定められた方法により常時分析計や計測システムによる監視が実施されている。
[山﨑弘郎]
『野坂康雄著『工業計測システム入門』(1987・東海大学出版会)』▽『松山裕著『実用 工業計測』(1999・日刊工業新聞社)』▽『山﨑弘郎他編著『計測工学ハンドブック』(2001・朝倉書店)』▽『川村貞夫・石川洋次郎著『工業計測と制御の基礎――メーカーの技術者が書いたやさしく計装がわかる』(2003・工業技術社)』
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponsored by ![]()