デジタル大辞泉 「旋盤」の意味・読み・例文・類語
せん‐ばん【旋盤】
Sponsored by ![]()
翻訳|lathe
Sponsored by ![]()
英語 lathe の訳語とされるが、オランダ語 draaibank またはドイツ語 Drehbank の訳語とする説もある。
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponsored by ![]()
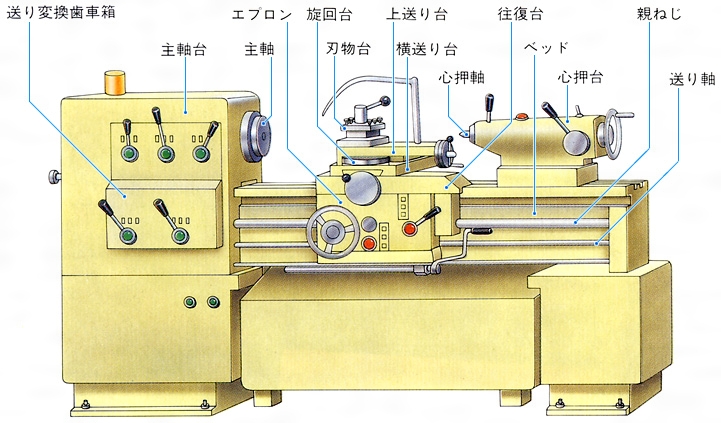
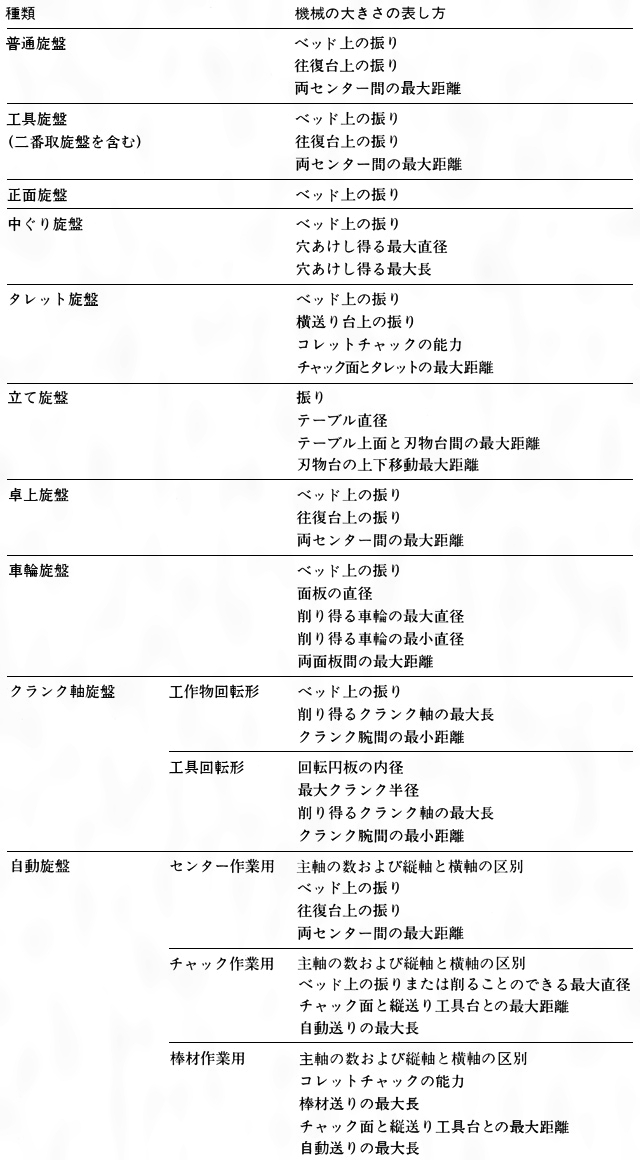
旋削加工を行う工作機械。一般に旋盤といえば普通旋盤のことを示すが、ほかにも多くの機種が存在している。旋盤の大きさは、ベッド上の振り(ベッドに触れずに振り回しうる工作物の最大直径)、主軸と心押台(しんおしだい)のセンター間の最大距離(両センター間に収容しうる工作物の最大長さ)、往復台上の振り(往復台に触れずに振り回しうる工作物の最大直径)、ベッドの長さ、センターの高さなどを用いて表される。
[清水伸二]
主軸とこれを支持する主軸受、および電動機の動力を主軸に伝達する駆動機構とからなっている。とくに、主軸とその軸受は旋盤の性能を大きく支配する主要な部分で、高い回転精度、剛性、熱的安定性などが要求される。
主軸受には、広い切削速度域に対応でき、回転精度が比較的良好で、保守と組立てが容易であるという理由から、ころがり軸受が多く用いられる。主軸用ころがり軸受は、その目的に応じて各種のものが使用されているが、代表的なものとして複列円筒ころ軸受と円錐(えんすい)ころ軸受とがある。複列円筒ころ軸受は外形寸法に比してラジアル剛性(軸に直角方向の力に対する変位特性)が高く、形状が単純であるためにころの相互差を小さくすることが可能で、高精度のものを入手できる。また、調整を容易に行えるように内輪の内径にテーパーを設けたものが多く用いられる。しかし、この軸受はスラスト荷重(軸方向の力に対する変位特性)を受けられないため、高速回転にも対応できるアンギュラー玉軸受が併用される。一方、円錐ころ軸受はラジアルとスラストとの両方向の荷重を同時に受けることができ、剛性も高く、軸受周辺の取付け構造が簡単で、予圧の調整を容易に行うことができるという特長をもっている。この軸受で支持される主軸では、剛性を増すために軸受を背面合せとし、予圧をかけて組み込む方法が採用されている。
このように各種の軸受で支持される主軸であるが、その支持方法には2点支持と3点支持とがある。3点支持でも、基本は2点支持として、残りの軸受は減衰性を高める役割をさせるのが基本となっている。主軸は中空構造にしてバー作業(長い棒材を、主軸の後部から供給して、棒状部品の加工を行うこと)を行えるようにしてある。
主軸台の駆動機構は、最適な切削速度が選択できるように、主軸に必要な回転数を与える役割を果たしている。切削速度域は、ねじ切りから、最近のサーメット、セラミックス、CBN(立方晶窒化ホウ素)工具を用いた高速切削までを考慮すると、拡大する一方である。この範囲内で任意の速度設定を行えることが理想であるが、NC(numerically controlled数値制御)ではない、手動(マニュアル)工作機械では、歯車を用いた有限段数の回転速度が得られる変速機構を採用している。一方NC旋盤などでは、ACモーターのインバーター制御あるいはACサーボモーターを用いた無段変速が採用され、NCプログラムによって主軸回転速度を指定できるようになっている。
[清水伸二]
ベッド上に主軸と向き合って位置しており、ベッド上を移動できるようになっている。その主要部分は心押台本体、心押台ベース、心押軸、センターなどである。心押台本体は心押台ベースの上を軸心と直角の方向にわずかに移動でき、主軸の回転中心とセンターとの心合せを行うことができる構造となっている。また心押軸は心押台本体の穴に出入りすることができる軸で、おもにセンターを取り付けて工作物の一端を支持する機能をもつ。なお、手動機の心押台にはセンターのほかに穴あけ作業用のドリルを装着することができる。このため、心押台には十分な剛性をもたせる必要があり、またセンターの中心位置が正確であることも必要とされる。
[清水伸二]
ベッド上を往復して刃物の送り運動を行う部分の総称で、手動機ではサドル、エプロン、横送り台、旋回台、上送り台、刃物台などで構成されている。サドルはベッド上のすべり面にまたがりエプロンを吊(つ)っている。横送り台はサドル上を主軸と直角方向に移動する。旋回台は横送り台上で約プラス・マイナス60度旋回させることができ、この範囲内で任意の角度のテーパー削りを行えるようになっている。旋回台上に取り付けられた上送り台は、主軸に対して平行移動を行い、刃物台に装着されたバイトに微細な送りを与えることができる。この刃物台は45度もしくは90度ごとに旋回できる構造となっている。往復台では以上のような複合運動を行えるため、バイトを任意の位置まで移動し停止することが可能である。
送り軸および親ねじは、主軸の回転速度に比例した速度で往復台に送りを伝える。この結果、エプロン内の速度変換機構を経て伝達された動力により、往復台は縦送りされ、また往復台上の横送り台は横送りされる。親ねじは旋盤でねじ切りを行うときに使用され、往復台との結合には半割りナットが用いられている。ねじ切りの精度に大きく影響を与えるのは、おもに親ねじのねじれおよびその加工精度である。このため、親ねじは送り軸とともに精度の高い加工が施され、剛性の高い設計がなされている。
一方、NC旋盤では、往復台周りの構造は、もっと単純であり、往復台、横送り台、刃物台で構成される。そして、往復台と横送り台は、ボールねじとACサーボモーターにより駆動され、指定の速度で、指定の位置までの送り運動が可能になっている。
[清水伸二]
各構造部分の自重による変形および切削加工中のびびり振動による加工精度の低下を抑制するために、強度だけでなく、十分な剛性をもつ構造に設計される必要がある。このためベッドの断面を箱形構造として剛性を高めたり、リブによる補強を施している。また、鋳鉄性ベッドの場合には鋳砂を残して吸振性を向上させたり、ベッドにコンクリート構造を採用するなどのくふうがなされている。鋳鉄材料としては強度と耐摩耗性の点から、ミーハナイト系の鋳鉄が多く採用されている。このほか、ベッドは往復台の案内面を設けるため真直性を保持し、切屑(くず)や切削油剤の処理を容易とし、さらに作業性と保守性が良好なことを必要とする。NC旋盤では、切屑自動処理装置や刃物台の複数化などを考慮してベッドの上面を傾斜させ、その上に案内を設けたスラントベッド構造が採用されることもある。またベッドの案内には、すべり案内方式と転がり案内方式が採用されている。すべり案内は従来から使用されている方式で、加工と修理の容易さから単純な形状とし、モーメント負荷に対する安定性、耐摩耗性、低摩擦抵抗、および案内面相互のすきま調整の容易さ、などの条件を満たすように設計されている。案内面の断面形状には山形と平形とがあり、種々の角度および組合せが採用されている。一方、転がり案内は、案内の摺動(しゅうどう)抵抗を低く抑え、NC工作機械の制御精度を高め、送りの高速化を図れること、組立工数の削減が図れることなどから、非常に多く採用されるようになっている。
旋盤における作業内容は広く、種々の工具を用いて行われる。また、これらの作業内容に応じて、チャック、面板、振れ止めなどの取付具や付属品が数多く用意されている。
[清水伸二]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponsored by ![]()
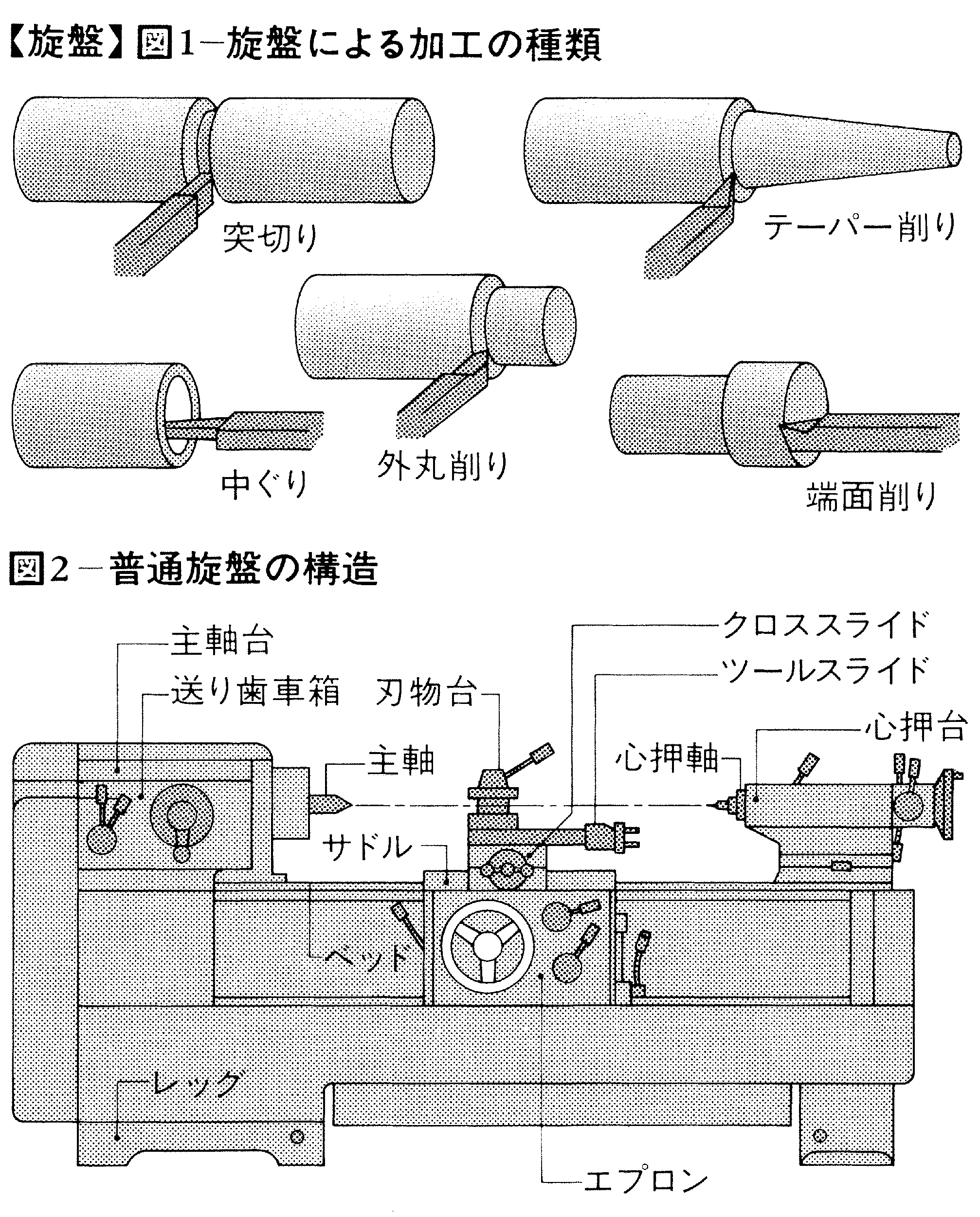
主軸に取り付けた加工物に回転運動を与えながら,バイトによって切削加工を行う工作機械。旋盤による加工を旋削という。バイトは一般に主軸の軸心と平行または直角な直線運動を行う往復台に取り付けられている。バイトの運動により,加工は図1に示すような,外丸削り,中ぐり,テーパー削り,端面削り,突切り,などに分類されるが,旋盤ではこのほかにドリルを用いた穴あけ加工やリーマーによる穴の内面仕上加工なども行うことができる。近代工作機械の始まりともいわれている,H.モーズレーの近代的な旋盤が作られたのは18世紀の終りであるが,以後,使用目的に応じて各種のものが作られ,現在ではもっとも代表的な工作機械として広く利用されている。日本では1889年池貝庄太郎によって初めて国産の旋盤が作られた。
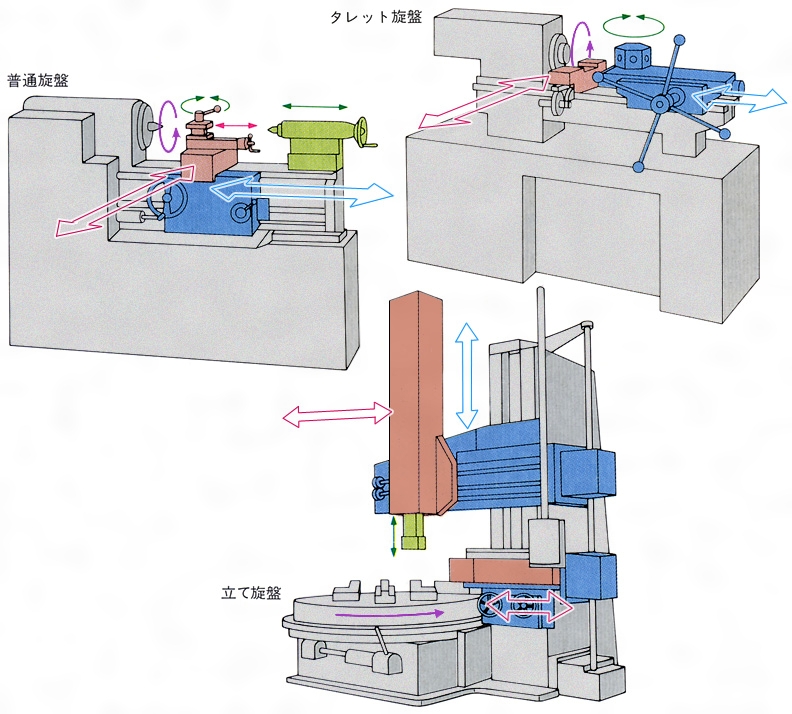
(1)普通旋盤 一般に旋盤といえば普通旋盤のことを意味するくらいに,旋盤の中でももっとも広く用いられている機種である。その代表的構造を図2に示す。主軸台には,加工物を取り付けて回転を与える主軸,主軸の回転を支える軸受,主軸の駆動機構と変速機構,親ねじや送棒に回転を伝える機構などが組み込まれている。バイトは往復台上の刃物台に取り付けられ,往復台は主軸の軸心と平行に案内面(ベッド)上を移動し,刃物台は往復台上の横送台(クロススライド)上を主軸の軸心と直角に移動する。これらの送り運動は送棒や手動により行われる。親ねじを用いると主軸1回転当りの送量が正確になり,ねじ切りを行うことができる。心押台はベッド上をすべらせて任意のところで固定できるようになっている。加工物の取付方法としては,加工物の回転中心に円錐形状のセンター穴をあけておき,その穴を主軸と心押軸に取り付けたセンターで支える方法,主軸端につけた面板にボルトなどで加工物を固定する方法,主軸端につけたチャックでつかむ方法がある。なお,細長い加工物をチャックでつかむときは,心押台につけたセンターでその他端を支えたり,振れ止めで加工物がたわむのを防いだりすることがある。加工できる工作物の大きさは,ベッドや往復台に接触せずに主軸に取り付けることができる最大径と,主軸と心押台の両センター間の最大距離により決まる。
(2)タレット旋盤 心押台の代わりにタレットと呼ばれる旋回する刃物台をもつもので,タレットには加工手順に応じてドリル,バイト,リーマーなどの工具を取り付けておけるため,能率的な加工を行うことができる。なお,溝切り,総形削り,突切りなどが行えるように横送り刃物台が別にある。
(3)自動旋盤,自動盤 生産の合理化のため,普通旋盤に種々の制御装置をつけ高度に自動化したのが自動旋盤である。一方,自動盤は本来おもに小ねじや小物部品を加工する機械であったが,現在では自動旋盤とはっきりした区別がなくなってきている。自動盤としては単軸自動盤のほかに多数の主軸で同時に加工を行い,その主軸を旋回して次々と加工を行うことにより加工能率を向上させた多軸自動盤がある。また,主軸台移動型のいわゆるスイス型自動盤もある。
(4)その他 重量が大きな工作物を加工するため主軸が垂直になっている立旋盤,振動をできるだけなくしてダイヤモンドバイトによる精密加工が行えるようにしたダイヤモンド旋盤,フライスやホブなどの工具を加工する工具旋盤,バイトを型に沿って案内する機械的ならい装置のついたならい旋盤(数値制御を利用したNC旋盤の出現により,現在ではあまり用いられなくなっている),外径が大きくて長さの短いものを加工する正面旋盤,圧延用のロールを加工するロール旋盤などがある。また,特定の部品を加工するものとしてクランク軸旋盤,車輪旋盤などもあり,小型の旋盤として卓上旋盤も作られている。
→工作機械 →切削
執筆者:西脇 信彦+伊東 誼
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponsored by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponsored by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponsored by ![]()
…日本におけるろくろ採用が中国,朝鮮半島にくらべて大いにおくれたことも当然のこととみてよいと思う。陶磁器(2)木工・金工用のろくろ 英語ではlathe,ドイツ語ではDrehbank。木工や鋳物の仕上げ,象牙,骨,石,玉(ぎよく)などの加工用のろくろは横軸のものが大多数を占めている。…
…しかし15世紀における画期的な発明は活版印刷機で,機械としてはプレスに過ぎなかったが,母型による活字の規格化や大量生産の点で後代社会に大きな影響を与えた。またクランクを用いる旋盤や水車利用の旋盤もこの世紀に始まった。 16世紀から17世紀にかけての新しい機械の代表はポンプであった。…
…この装置では,丸棒にひもを1~2回巻きつけて,その両端を弓に結びつけてあり,この弓を往復運動させることにより丸棒を回転させ,丸棒の回転により工作物をすり減らして穴をあけた。旋盤の原型は前1000年ころに発明されたとされているが,記録に残っているもっとも古い旋盤は前300年ころに古代エジプトで使用されたものである。この旋盤では,1人がひもを往復運動させて工作物(丸棒)を回転させ,他の1人が手に刃物をもって細工していた。…
※「旋盤」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponsored by ![]()
夏の暑さに体が慣れること。数日から数十日間で起こる短期暑熱順化と、数年または数世代にかけて起こる長期暑熱順化とがある。→寒冷順化[補説]近年では、冷房設備の普及にともない短期暑熱順化が起こりにくくなっ...