デジタル大辞泉 「切削」の意味・読み・例文・類語
Sponserd by ![]()
翻訳|cutting
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
広義には素材よりも硬い物質でできている工具を通して機械的力を作用させ,素材を局部的に変形,破砕,分離してくずとして除去しながら所要の形状,寸法,表面粗さをもつ製品を作り出す加工法をいう。工具は,身近ではいわゆる刃物のほか,のこぎり,きり,やすりなどがあり,また機械工場などで用いられるものには,バイト,フライス,ドリル,ブローチなどの,力を作用させる部分(刃形)の形状が正確に決定しているもの以外にも,研削盤のといしのと粒のように形状が不定のものや,みがき砂のように固定されていないものもある。一般的には刃形の形状が正確に決定している工具による加工法を切削加工と呼ぶことが多い。
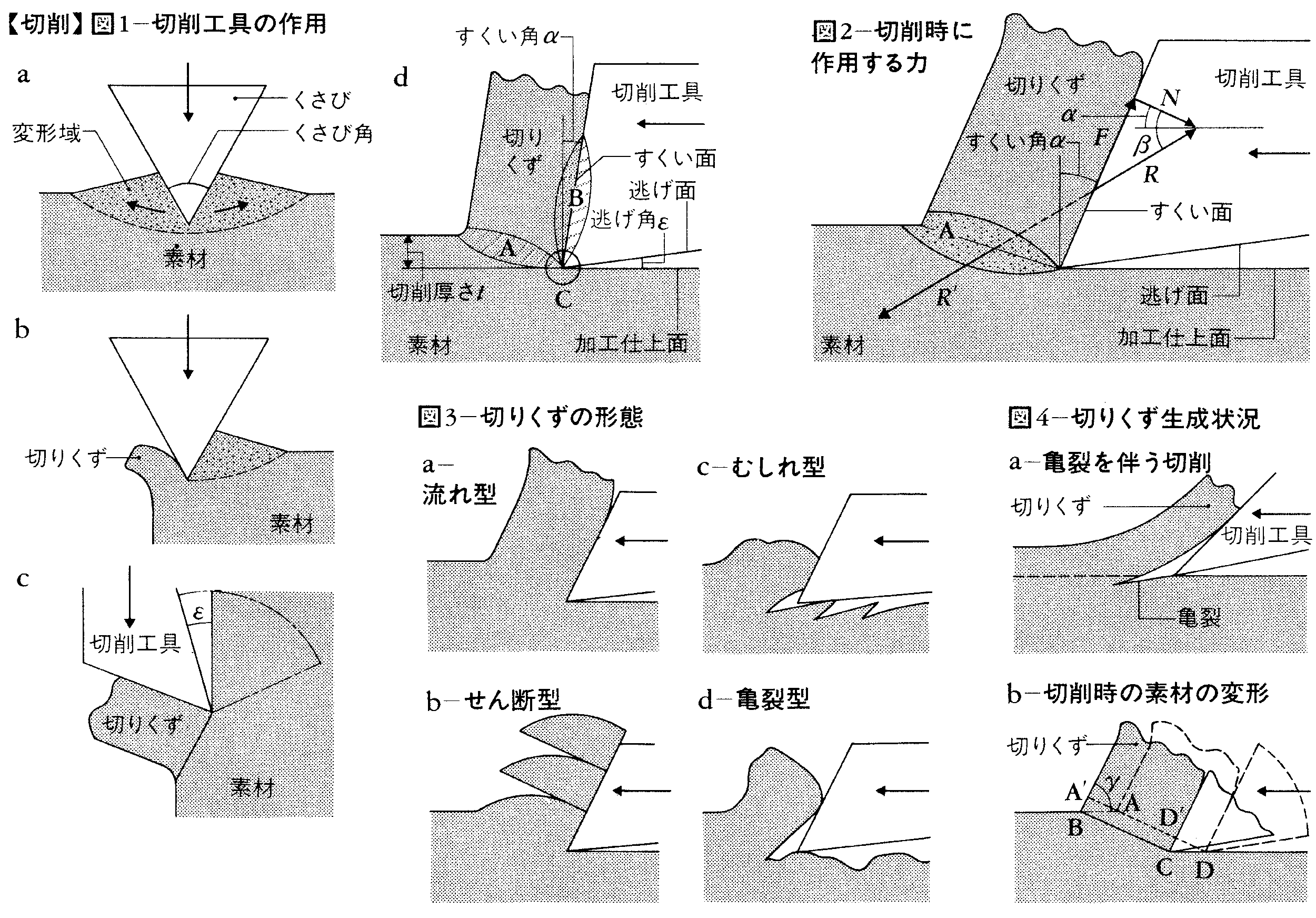
切削工具(刃物)の作用はくさびの押込み作用である。刃物が材料を切断する場合を考えると図1-aのようになる。くさび面は材料に接し,これを左右に押しわけながら変形を加え切断していく。くさびと材料の硬度差が大きいときにはくさび角を小さく,いわゆる鋭い刃物とすることができるが,材料が硬いとくさび角を大きくしなければこの先端に加わる力のためくさびが破損する。一方,くさび角が大きくなれば,押しわけるべき体積が増大する。そこで押込み位置を変えて図1-bのように材料の端面近くを切断する場合を考えると,くさびの左側の部分は端面を含む全体が変形を受けながら分離する。この部分を切りくず(切粉)と呼ぶ。材料を切断するとき,くさびを直接押し込むよりも,このように切断個所の小部分を切りくずとして除去し,ついには切断するほうが容易である。しかし,この場合でも右側の材料内部には変形が生ずる。切りくずとなる部分を除去し,残された部分を製品とするならば,材料内に生ずる変形は不要である。そこで,図1-cのようにくさびの右側と材料が接触しないようにする。これを90度回転したものが図1-dであり,ちょうどかんなで板を削っている状態となる。工具の材料に接しない面を逃げ面,図示の角度εを逃げ角,切りくずの擦過するくさび面をすくい面,図示の角度αをすくい角と呼ぶ。すくい角α,逃げ角εは切削工具に不可欠の基本的な角度であり,いかに複雑に見える刃物でも必ずこれらの角度に相当するものを有している。
もっとも基本的な切削方法は図1-dに示すように切削厚さ一定で連続的に切りくずが生じている場合である。この場合,重要な3ヵ所の領域A,B,Cがある。Aは主として変形が行われ,素材が切りくずとなる領域であり,素材は永久変形,弾性変形または破壊され,本体から分離される。領域Bでは切りくずと工具すくい面との摩擦が行われる領域であり,摩擦,潤滑,摩耗が問題となる。すなわち摩擦はすくい面の摩耗,温度上昇による工具の軟化などの原因となり,適当な削り速度(切削速度),潤滑剤,冷却剤を必要とする。領域Cでは工具逃げ面と製品の削り面(加工仕上面)との摩擦が行われ,仕上面粗さ,加工寸法が問題となる。また,この部分が摩耗すれば,逃げ面は仕上面と平行になり,仕上面を擦過するため発熱し,切りくずがここで焼きつくこともある。
切削時に工具に作用する力の状態を調べてみよう。図2に示すように逃げ面が摩耗していない工具による切削の場合には,切削力Rはすべてすくい面上に作用し,すくい面に沿う摩擦力Fと垂直力Nとに分解できる。工具すくい面と切りくず裏面との摩擦係数μを用いれば,摩擦力FはF=μNと書ける。また,摩擦角β(=tan⁻1μ)を用いればF=N・tanβである。すくい面の摩擦角βがすくい角αより小さい場合(β<α)は,切削力Rの方向は切削方向よりも下向きとなり,切削に際し工具は製品の中に引きずりこまれ,予定切削厚さよりも深く削る,いわゆるくい込み現象が起こる。鉛筆の芯を削るときナイフをたてαを小さくすることはよく経験することである。一方,素材には図2に示すように工具に働くのと同じ大きさで逆向きの力R′が作用し,領域Aにおいて切削厚さに相当する素材が変形を受け切りくずとして分離する。この変形の様相は素材の性質,削り速度,刃形形状などにより異なり,生成される切りくずは図3に示すような種々の形態となる。これらのうち理想的な状態は,図3-aに示すように一定の厚さを有する連続的な切りくずが生じている場合であり,このような状態では振動や切削力の変動がなく,加工面,加工精度がもっともよい製品を得ることができる。したがって一般にはこの状態とするために刃形や切削条件を選択する。図4はこの状態を単純化して示したものである。竹や木材をその繊維方向に沿って削るときには,図4-aに示すように刃先直前に亀裂が生じ刃物の移動につれて進行していくが,この亀裂の進行方向は必ずしも切削予定線とは一致しない。とくに亀裂が大となるときは両者の相違が著しくなり,製品の精度が低下する。これを防ぐためには,刃先に発生する亀裂の進展をおさえる必要があり,亀裂を閉じる方向に力を作用させる。逆目の板をかんなで削るとき,裏刃を加えすくい角を減少させるのはこのためである。
さて,一般に金属のような延性の大きい材料を削るときは,前述の亀裂はきわめて小さいので無視でき,図4-bのような状況となる。このとき素材の変形は,図に示すように工具刃先がD→Cと移動する間にその前方の要素ABCDはA′BCD′となり,ADをBCに対して平行にずらしたこと(せん断変形)になる。その変形の大きさはこのずれの量,すなわち図示の角γで与えられる。このように延性材料を削るときには,切削面に沿って破壊を生じさせるのに必要な仕事はごくわずかであり,大部分はこの変形を生じさせるために使用される。いいかえれば,切削加工は素材の破壊現象というよりもAD面に沿った変形現象が主体となる。
切削加工に必要な力(切削力)は,AD面(一般にせん断面という)に沿って変形を生じさせる力より求まる。素材の変形力(単位面積の力になおせば変形応力)は素材特有のものであり,この変形応力をτsとすれば,切削時の力の平衡から,切削加工に必要な力の2成分,すなわちせん断面のせん断力Fhおよび垂直力Fvは次のようになる。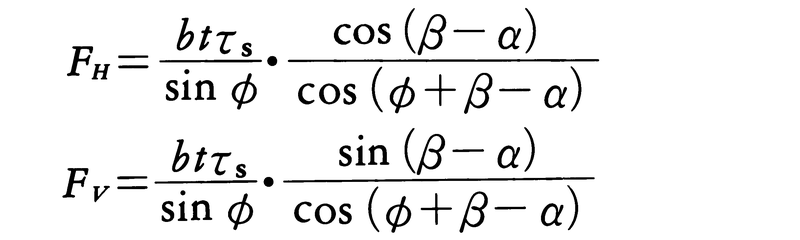
このうち,切削幅b,切削厚さt,すくい角αなどは切削条件として与えられるものであり,また摩擦角β,変形応力τsは素材および工具材により定まるとすれば,ADまたはBC面が工具移動方向となす角φが何らかの方法で決定できれば,Fh,Fvが求まることになる。しかし,現在はφを具体的に決定する理論はない。
執筆者:白樫 高洋
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
地表近くで見られる蜃気楼(しんきろう)現象の一種。晩春から夏にかけて、よく晴れた日に熱せられた道路のアスファルト面を遠くから視線を低くして見ると、水たまりがあるように見えることがある。これは地面付近の...