デジタル大辞泉 「機械製図」の意味・読み・例文・類語
Sponsored by ![]()
Sponsored by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponsored by ![]()
ある機械を製作しようとする場合,一般にまず設計者によりその大要を示した設計図が作成される。この設計図は,ふつう製作物の形状をフリーハンドで描き,これに必要事項のあらましを付記したにすぎない場合が多く,製作者が設計者の意図を完全に理解できるか否かは疑問であって,これだけで作業を進めるわけにはいかない。したがってこれをさらに,実際に製作するのに最も有効であるように,正確かつ明りょうに描き改めるが,このようにして描かれた図面を製作図といい,このような機械の製作図を作成することを機械製図という。機械製図では,作ろうとする機械の形状,寸法などを表示するだけではなく,その製作の工程,仕上がりの程度,検査の方法,でき上がった製品の性能その他に至るまで,簡潔にあますところなく表現されていることが必要である。このように機械製図は,それを製作するのに必要なすべての技術情報の完全な伝達手段でなければならないから,それを描く側だけでなく,読む側,あるいは工業に携わる人すべてにとって,機械製図に関する深い知識と理解が不可欠であるといえよう。機械工業に限らず一般に工業生産においては,品物を作るためには同様に図面が用いられるが,機械図面はこれらの工業図面のなかでも最も完成度が高く,またどんな工業でも機械の役割に負う部分が多いので,あらゆる部門の製図も,機械製図をその規範とし,これにそれぞれの工業における特殊性を加味して成り立っているということができる。製図についての一般的な事項は,〈製図〉の項目に記載したのでそれにゆずり,ここでは機械製図に特有のいくつかの事項について説明する。
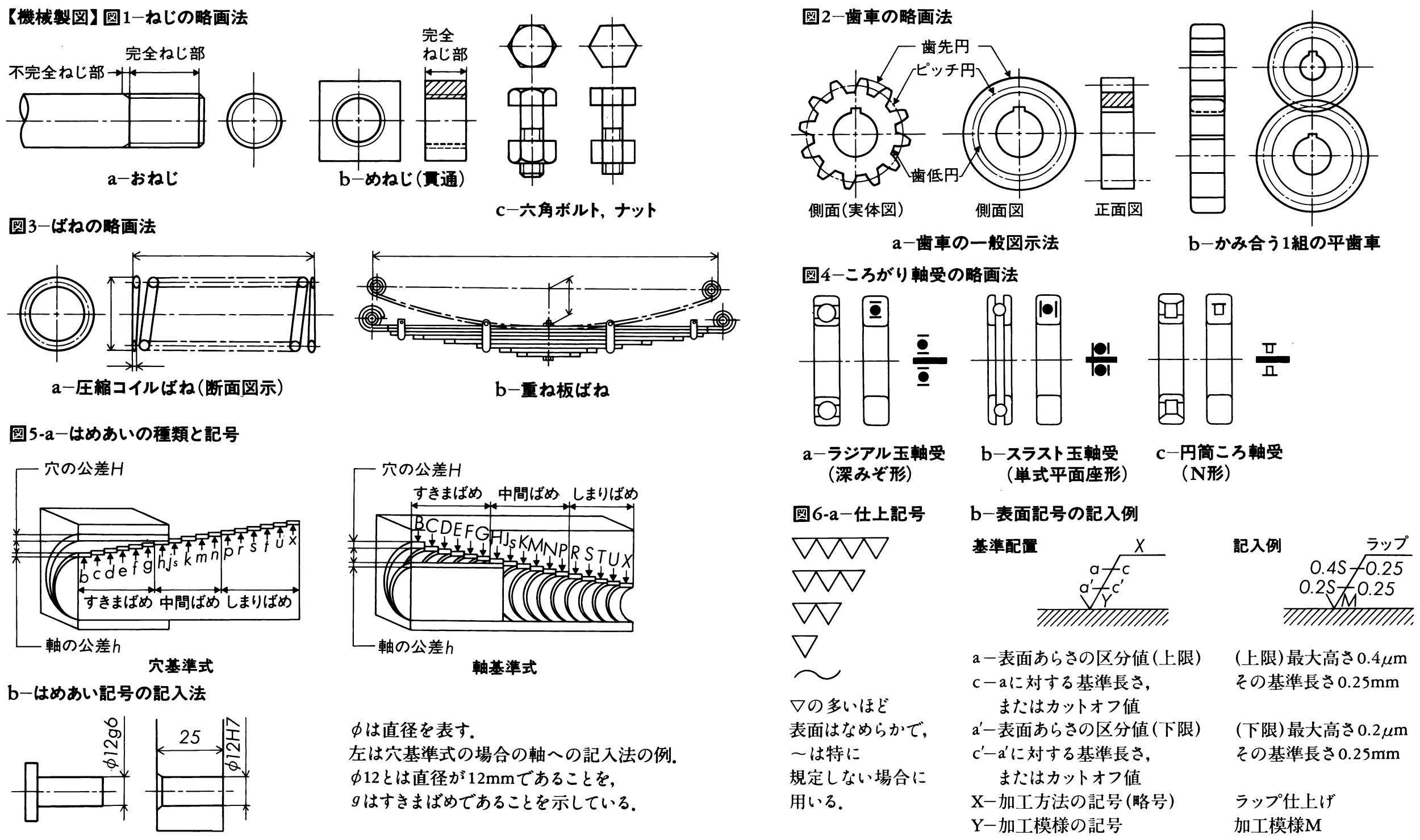
ねじは,機械部品のうちできわめて多く使用されているが,製図においてねじのねじ山部分を正確に描き表すことはめんどうであるばかりでなく,加工においてはそのような正確な図示は無意味ですらある。したがってJIS規格では,ねじ部分の形状は図1に示すような略画法を用いて示し,ねじ山の種類その他は別に定められた呼び方を記入して示すことになっている。
歯車においても,その歯形はすべて歯切盤によって自動的に創成歯切りされるので,図面にその歯形を作図する必要はなく,図2に示したような略画法を用いて表すことになっており,歯切りに必要な事項は別に要目表を作成してこれに一括して示しておけばよい。歯先円は太い実線で,ピッチ円は細い1点鎖線で表す。また,歯底円は細い実線で表すが,歯車を断面図で示した場合にはこれを太い実線で表す。これは,歯車の歯は断面として示してはならないからである。なお歯底線は省略してもよく,とくにかさ歯車などでは省略するのが原則とされている。
ばねもねじや歯車の場合と同じく図3に示すような略画法を用いて表されるが,ばね素材の断面だけで表したり,中心線を太い実線で単線表示する方法も用いられる。ばねもその製作に必要な事項は,別に要目表を作成してこれに一括して示す。コイルばね,竹の子ばね,渦巻きばねおよび皿ばねは,原則として無荷重の場合の状態で描く。重ね板ばねでは,ばね板が水平の状態で描き,かつそれに無荷重の場合の状態の一部を,想像線(細い1点鎖線)で示す。なお図にことわりのない限り,コイルばねおよび竹の子ばねは,すべて右巻きのものを表す。
ころがり軸受はほとんどの場合専門メーカーの製品を購入して使用するため,図面にはその取付け関係部分,すなわち外径,内径,幅,すみの丸みなどの寸法は正確に書く必要があるが,ころがり軸受の内部構造および取付けに関係ない部分は図4のような略画法または記号を用いて表し,その種類および主要寸法は,定められた呼び番号を用いて示しておけばよい。
図面に,ある部分の寸法が,例えば50mmと指定されていたとしても,これを50.000……mmのようにきわめて正確に加工することは困難であり,またふつうそのような必要もないから,一般に寸法にはある程度の製作誤差を許し,その許された誤差範囲内に仕上がっておれば合格であるとする方法がとられている。この場合にでき上がった品物を検査するには,限界ゲージが用いられる。また,機械の部分には,丸い穴と軸をはめ合わせたものが非常に多く,しかもそのはまりぐあいのよしあしが,機械の性能に決定的に影響を及ぼす。したがってこのような互いにはめあわされる穴と軸のいずれにも許容限界寸法を与えて工作し,これをそれぞれ限界ゲージによって管理すれば,きわめて容易に必要なはめあい機能を得ることができる。このような方式をはめあい方式といい,また限界ゲージを利用することから限界ゲージ方式とも呼ばれる。この方式はJISに寸法公差およびはめあいとして詳細に規定されており,それぞれのはめあい程度,寸法公差の大小によってさまざまな種類,等級が定められている(図5-a参照)。この規格では,穴および軸のいずれかを基準として,これにさまざまな寸法の相手を組み合わせて必要なはめあいを得る穴基準式および軸基準式の二つの方式が定められているが,穴の加工より軸の加工のほうが容易であるので,特別な場合を除き,穴基準式によるのが有利であることが多い。はめあい方式を図面に記入する場合には,穴基準式では,穴の寸法数字のあとに,つねに大文字Hを付して基準穴であることを表し,これに等級を示す数字を付記し,一方,この穴にはまる軸のほうは,はめあいの種類によりa~zの小文字の記号を用い,これに同じく等級を示す数字を付して示せばよい(図5-b)。なおこの場合,穴または軸の呼び寸法は,共通の寸法,すなわち基準寸法で呼ぶことになっている。また軸基準式では,各等級につき軸の記号は1種で小文字hで表し,穴の記号は同じくはめあいの種類数だけあって,大文字A~Zを用いる。
寸法の許容差のなかには,前記のはめあいのように機能的なものと,工作精度のように単に製作的なものとがあり,これら両者のもつ意味合いはまったく異なるので注意しなければならない。とくに後者の場合は,はめあいなどの場合と違って,寸法の許容差が積極的な意味をもたないので,必要以上に製作や検査が厳しくなったり,また反対に緩やかになったりしやすいものである。したがってJISでは,このようなときの目安として各加工法ごとの普通許容差を規定している。
加工して仕上げられた品物の面には,ざらざらしたものからつるつるに仕上げられたものまで,いくつかの段階がある。このような品物表面のざらざら,あるいはつるつるの感覚のもとになる量を表面あらさという。機械部品にとってこの表面あらさは重要な意味をもつので,図面にはそれを明りょうに指示しておくことが必要である。従来はあらさの程度により図6-aに示すような1~4個の三角記号でそのおおまかな範囲を示すにとどまっていたが,最近では表面あらさ計の普及により,図6-bに示すようにその大きさを定量的に示すようになってきた。なお表面あらさの記入にあたっては,加工方法を表す記号ならびに加工模様を示す記号も併記しておくのがよい。
機械製品は,最近ではしだいに高度なものが必要とされ,一段と高い精度と互換性が要求されるようになってきた。このため,機械の各部分は,寸法の精度や表面あらさだけでなく,幾何学的な精度すなわち形状および位置の精度についても図面上に明確に指示しておくことが必要となってきた。このような形状および位置の精度とは,機械部品の各部の形状や位置が,設計の際に意図された幾何学的に理想的な形状,方向または位置から,どの程度までの狂いなら許容することができるかということを示すもので,JISでは形状および位置の精度の種類ならびにその図記号について定めている。この規格は,品物の形状を構成する点,線,軸線,面などの形体が,幾何学的に正確な形から狂ってもよい領域を定め,これを記号を用いて図示する方法を示したもので,この領域を幾何学的公差域,その値を幾何学的公差という。例えば真直度とは,機能上直線であるように指定された部分が,幾何学的に正確な直線から狂っている大きさを示す,と定義づけられており,平面度,真円度などについても,これに準じて定義づけられ,その記入法がそれぞれ定められている。
執筆者:大西 清
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponsored by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponsored by ![]()
…このように品物を製作するのにもっとも有効かつ正確にかき表した図面を作成することを製図という。この品物にはふつうあらゆる工業製品が含まれ,その製図にもそれぞれの特殊性から機械製図,建築製図,土木製図,電気製図,化学製図,被服製図などの種類がある。一般に工業製品は立体であるから,これを図面という1枚の紙の上にかき表すためには,立体図学における投影の方法を用い,1個あるいは数個の投影図によりその形状を示し,これに寸法その他の必要事項を記入する。…
※「機械製図」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponsored by ![]()
夏の暑さに体が慣れること。数日から数十日間で起こる短期暑熱順化と、数年または数世代にかけて起こる長期暑熱順化とがある。→寒冷順化[補説]近年では、冷房設備の普及にともない短期暑熱順化が起こりにくくなっ...