
改訂新版 世界大百科事典 「表面あらさ」の意味・わかりやすい解説
表面あらさ (ひょうめんあらさ)
surface roughness
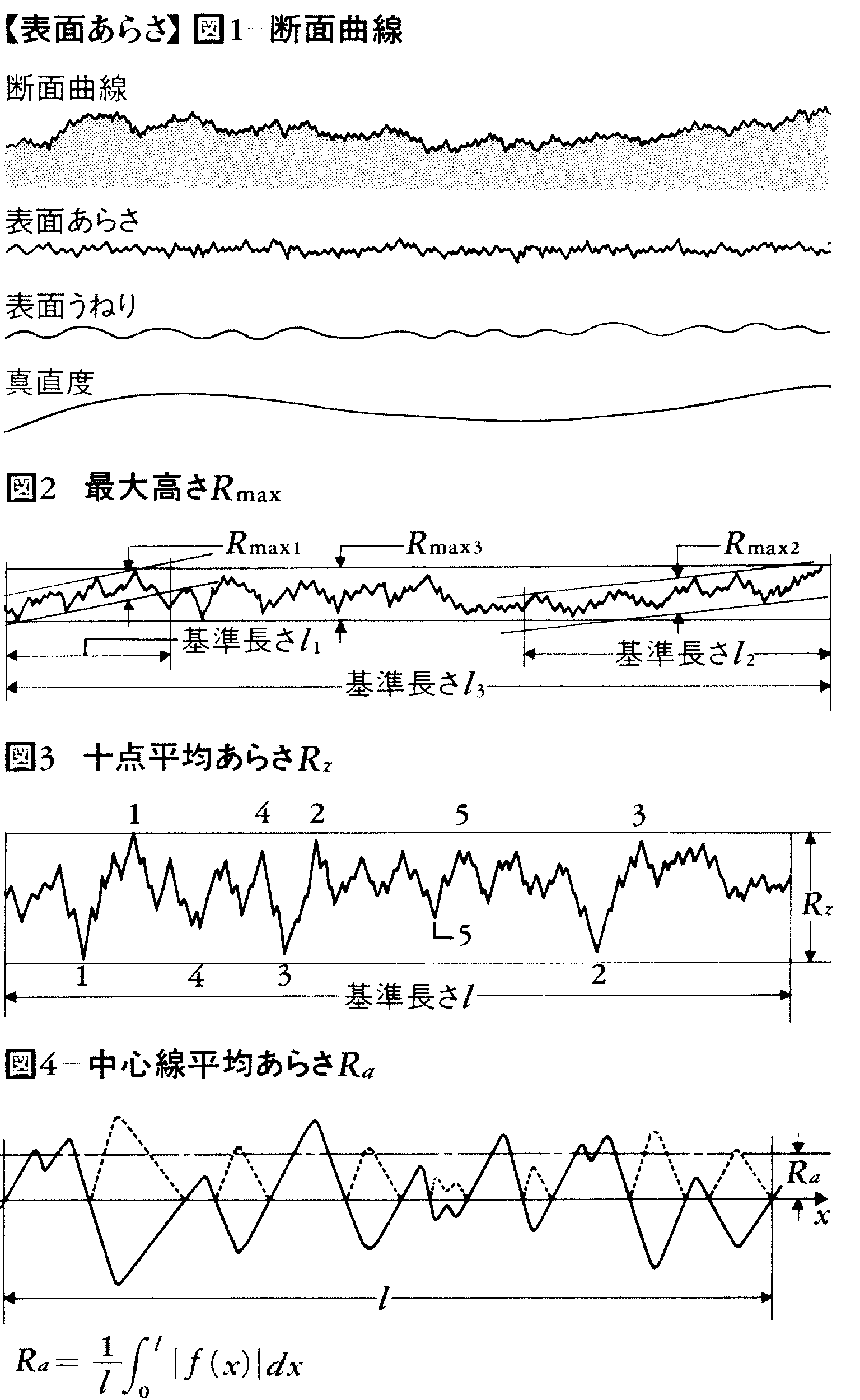
機械加工された表面は平らに見えても細かく見ると大きなうねり状の凸凹の上に細かい不規則な凸凹がある。表面あらさとは,ざらざらしている,つるつるしているという感覚のもとになっている表面に小さい間隔で起こる凸凹,すなわち幾何学的形状に関係する量である。表面あらさは寸法偏差,形状偏差とともに機械加工部品の品質を評価する重要な項目である。加工面をそれに対して垂直な面で切ったとき切口の表面の形状を断面曲線という。図1は断面曲線を模型的に表し,それを分解して示した真直度,表面うねり,表面あらさの模型図である。滑らかな表面は,部品の寸法精度を高める,はめあい機能を高める,摩擦や摩耗を減ずる,気密・油密の性能を増す,部品の疲労強度を増す,耐食性を増す,軸受では騒音を減ずる,めっきや塗料の付着力を増す,電気接点の機能およびIC,LSIの性能の向上などに寄与する。
表面の凸凹は手でさわったり,目によって比較することによって調べることが古くから行われていた。1929年,シュマルツG.S.Schmaltzが触針光てこ式表面あらさ測定器を発明し,表面あらさの研究はこれを機に進み始めた。日本においては1932-35年に触針光てこを用いた日本光学式仕上面検査器が出され,次いで大越式,小坂式などが出された。はじめ旋盤の性能評価のため加工面の形状など主として金属表面のあらさを対象に機械部門で問題にされた。50年ころ光沢が問題となり,紙,印刷,塗料などの部門で,表面の微細な凸凹が測定されるようになった。触針電気式の可動コイル形変換器を用いた表面あらさ測定器は,1933年アメリカのアボットE.J.Abbottが考案し,手動または電動によって使われ,日本では56年ころより同様な原理の測定器が現れた。今日ではほとんどの触針電気的拡大式表面あらさ測定器はインダクタンス形変調式の変換器を用いたものとなっている。その利用分野も電気,電子や高分子材料部門など広範囲にわたっている。
表面あらさを数量的に表示するのに,はじめは凸凹の高さの最大値を表す最大高さRmaxを用いていたが,測定機器の進歩に伴いRmaxとともに十点平均あらさRz,中心線平均あらさRaも用いられるようになった。近い将来には,これらの高さ方向の成分のパラメーターのほか,水平方向の成分のパラメーターも用いられるようになる動向にある。最大高さとは,断面曲線から基準長さだけ抜き取った部分の平均線に平行な2直線で抜取部分を挟んだとき,この2直線の間隔を断面曲線の縦倍率の方向に測定して,その値をマイクロメートル(μm)単位で表したものをいう(図2)。抜取部分はきずとみなされるような並外れて深い谷のない部分を選ぶ。基準長さが大になれば最大高さの値は大になる。最大高さの範囲によって基準長さの標準値がきめられている。十点平均あらさは,断面曲線から基準長さだけ抜き取った部分において,平均線に平行で断面曲線を横切らない直線から縦倍率の方向に高さを測定し,最高から5番目までの山頂の高さの平均値と最深から5番目までの谷底の高さの平均値との差の値をマイクロメートル単位で表したものをいう(図3)。中心線平均あらさは,断面曲線から低周波成分を除去して得られるあらさ曲線から,その中心線の方向に測定長さlの部分を抜き取り,図4に示すようにこの抜取部分の中心線をx軸,縦倍率の方向をy軸として,あらさ曲線をy=f(x)で表したとき, という式で求められる値をマイクロメートル単位で表したものをいう。水平方向のパラメーターとして凸凹の平均間隔,平均波長や山の平均間隔などがあり,また凸凹の山の傾斜角や,平均線に平行なレベルの直線で断面曲線を切断したときの切り取る線分の長さの総和と基準長さの比を表す相対負荷長さなども用いられる。複数個のパラメーターを用いることによって表面の凸凹の形状を有効に評価できるようになる。
という式で求められる値をマイクロメートル単位で表したものをいう。水平方向のパラメーターとして凸凹の平均間隔,平均波長や山の平均間隔などがあり,また凸凹の山の傾斜角や,平均線に平行なレベルの直線で断面曲線を切断したときの切り取る線分の長さの総和と基準長さの比を表す相対負荷長さなども用いられる。複数個のパラメーターを用いることによって表面の凸凹の形状を有効に評価できるようになる。
表面あらさの測定法には,人間の五感による比較法,表面の凸凹を触針でたどって求めた幾何学的形状で基準線からの偏差の数値で表す触針法,空間的容積測定法,光学的測定法などがある。触針法がもっとも基本的方法とされている。曲率半径が2.5~12.5μmの触針が表面をたどったときに生ずる触針の上下動をインダクタンス素子,差動変圧器,圧電素子などの変換器によって電気的量に変換し,表面の凸凹の曲線に対応する電圧波形を増幅して中心線平均あらさをメーター上に指示するほか,表面の凸凹を記録計上に拡大記録する方法がある。古くは触針の上下動を光てこで拡大しオシログラフなどに記録していた。拡大倍率は100倍から10万倍であるが,LSIの表面や薄膜の厚さなどには100万~200万倍のものも用いられている。マイクロコンピューターと組み合わせて,表面あらさの各種パラメーターをディジタル表示し,また凸凹の中に周期成分が存在するかどうかを検討するためのスペクトル解析も行われるようになってきている。空間容積法は金属表面の凸凹をその上に置いた平面との間に生じた空間の容積を測定して表面あらさを測定する方法で,静電容量で空間容積を求めるのが一般的である。光学的測定法の一つである干渉じまを利用する方法には二光線干渉法,繰返し多重干渉法があるが,いずれも干渉じまの間隔を標準としてしまの乱れから表面の凸凹を測定する方法で,小さい凸凹を測定するのに適している。光切断法は入射光である光の帯を表面に斜方向より入射し,表面と入射光線との交線を反射方向より観測するものである。このほか表面からの正反射光,拡散反射光の分布の性質を用いて表面あらさを求める方向がある。反射光分布を利用する方法は表面上のあるくぎられた面積における平均的な値を検出し,表面を壊すことなく,迅速に測定でき,比較的小さい凸凹の測定に適しているので工程管理に適用されつつある。
表面うねりは加工の生成要因,機械的性質と関連して定義することが困難であること,表面うねりに対応する成分のみを取り出す簡易方法がないことなどから,表面うねりは表面あらさと形状偏差の中間的波長領域の凸凹と考えている。表面うねりの測定法は,断面曲線から表面あらさに対応する小さい凸凹成分を低域フィルターを用いて除去して得られたろ波うねり曲線から,表面あらさと同じように,ろ波最大うねりまたはろ波中心線うねりを求めるか,表面あらさに対応する小さい凸凹を,大きい曲率半径の接触子(ころがり円という)で除去して得たころがり円うねり曲線からころがり円最大うねり,またはころがり円中心線うねりを求める方法による。
執筆者:沢辺 雅二
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()