デジタル大辞泉 「管理図」の意味・読み・例文・類語
かんり‐ず〔クワンリヅ〕【管理図】
Sponserd by ![]()
Sponserd by ![]()
製品の品質管理に用いられる図表。近代科学が発展を遂げた19世紀の後半において,物を作る方式として大量生産の技術が研究され始め,標準化の原理が生みだされた。これは材料や製造方法を同じ条件に設定することによって均質な製品を能率よく作り出そうとするものである。この考え方により分業が可能になり工業の近代化がおおいに促進されることとなった。しかし製品の品質に影響を及ぼす原因は無限にあり,製品のばらつきをまったくなくすことは,技術的にも経済的にも不可能である。製品の使用目的からみて,必要以上の均一性を要求することは経済的ではない。
このような背景のもとに製造品質を経済的に管理する道具として生み出されたのが管理図で,アメリカのベル電話研究所のシューハートW.A.Shewhartがその生みの親である。彼は管理図についていくつかの論文を発表し,1931年に《Economic Control of Quality of Manufactured Product》を上梓(じようし)した。これは製造工程の管理に統計的手法を応用するという彼の創始した新手法をまとめたもので,今日管理図法として広く使われているものはこれに基礎を置いている。
製品の品質特性にばらつきを与える原因は,大きく二つに分けることができる。その一つは標準に従って同じ作業を行っているにもかかわらず発生するばらつきで,これは科学的に無限にある原因の中で,現在の技術,標準で押さえ切れないもので,偶然原因chance causeとか不可避的原因といわれる。他の一つは工程に何か異常が起こって,たとえば標準が守られなかったり標準が不備であるために,とくに大きなばらつきを与える原因で異常原因とか突きとめうる原因assignable causeなどと呼ばれる。偶然原因のみによっておこる製品品質のばらつきは,安定した統計的分布を示し,このような工程の状態を管理状態という。
管理図は工程を管理状態に保つためにくふうされたもので,観測された品質データのばらつきが偶然原因によるものか,異常原因によるものかを識別する機能,および異常と判断されたときに,その原因の解析の手がかりを与える機能をもっている。管理図はデータを群と呼ばれる小グループに分け,各群について平均値,不良率などの統計量を計算し,これを順にプロットしていく時系列的グラフであるが,これに中心線CL,上部管理限界線UCL,下部管理限界線LCLの3本の管理線が記入されている。これらの線は従来の実績データを統計的に処理することによって得られるもので,点が上,下の管理線の外に飛び出せば異常と判断される。また点が限界線の中にあっても,中心線に対し一方の側に片寄って並ぶなどの傾向が顕著にみられるときも異常と判断することがある。
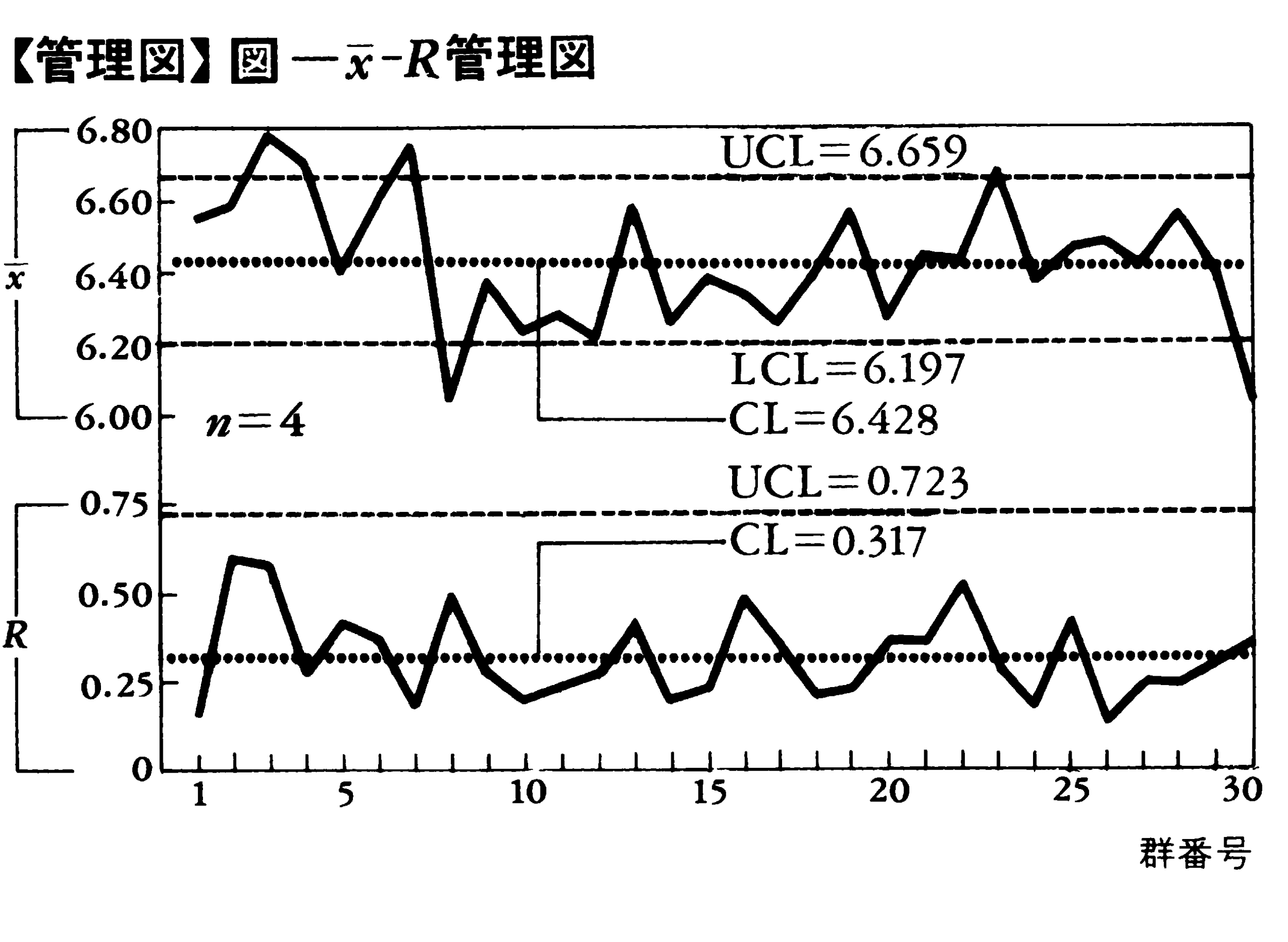
管理図にはいくつかの種類があり,連続的な測定値にx-R(エックスバーアール)管理図,不良率に対してはp管理図,欠点数に対してはu管理図,c管理図などが用いられる。管理図の中の代表的なものであるx-R管理図を図に示す。この管理図は群の平均値xと範囲(最大値-最小値)Rを同時にプロットするもので,これにより異常原因の所在がわかりやすくなるようになっている。
執筆者:久米 均
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
広義には管理手段として用いられる各種の図表を総称するが、狭義には、統計学的確率論を基礎にして品質管理を行うための図をいう。一般に狭義の管理図をさし、以下、それについて説明する。同一製品を大量に生産する場合、同一生産工程で生産されても、その品質はさまざまな原因によってばらつきをもつのが普通である。このばらつきを一定許容範囲内に収め、範囲外に出る原因を除去することを目的としてつくられるのが管理図である。このような管理図にもまた各種あるが、例示したは、代表的な3σ(シグマ)法による (バーエックス)管理図である。平均値の上下の3σ(標準偏差の3倍)にあたる点を通る線を上下の限界とし、品質を示す指標(もっとも単純な例は寸法)がこの範囲にあれば正常とする。工程のなかから試料(サンプル)を抽出して検査・測定し、その値を図上に打点し、その値が限界外に出たとき、異常が発生したとみなして対策を講じることにより、品質のバラツキを抑えることができる。
(バーエックス)管理図である。平均値の上下の3σ(標準偏差の3倍)にあたる点を通る線を上下の限界とし、品質を示す指標(もっとも単純な例は寸法)がこの範囲にあれば正常とする。工程のなかから試料(サンプル)を抽出して検査・測定し、その値を図上に打点し、その値が限界外に出たとき、異常が発生したとみなして対策を講じることにより、品質のバラツキを抑えることができる。
[森本三男]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
地表近くで見られる蜃気楼(しんきろう)現象の一種。晩春から夏にかけて、よく晴れた日に熱せられた道路のアスファルト面を遠くから視線を低くして見ると、水たまりがあるように見えることがある。これは地面付近の...