デジタル大辞泉 「鋳造」の意味・読み・例文・類語
Sponserd by ![]()
翻訳|casting
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
広義には,鋳型内の空洞に溶融金属(湯,溶湯ともいう)を流し込み凝固させて,所定の形状の製品を得る金属加工法。元来は金属について行われていたが,今日ではプラスチックなどにも用いられる。金属では,塑性加工,粉末冶金,溶接と並ぶ代表的な加工法である。成形品には,そのまま製品とする鋳物と,塑性加工の素材となるインゴット(鋳塊)があり,これらの作製の全工程が含まれる(〈鋳物〉〈インゴット〉の項目を参照されたい)。
狭義には,溶解や鋳型作製などは含めず,単に〈鋳込み〉のことをいう。この項目では狭義の鋳造について説明する。鋳込みとは,溶解炉の中でるつぼに入れた地金の配合物を融解し,これを適当な温度の溶湯として鋳型内の空洞に注ぎ,凝固させることである。それに伴ういくつかの作業があり,また鋳造法にも各種の方法がある。
普通に行われているのは,重力で鋳型内の空洞に溶湯を注ぎ込んで凝固させる〈置き注ぎ法〉であるが,それ以外に,以下のような特殊な鋳造法が目的に応じて採用されている。
(1)遠心鋳造 高速で回転する鋳型内に溶湯を流し込んで,遠心力を利用して行う鋳造法。遠心力の作用で緻密な組織の鋳物が得られ,中子や押湯などが不要。
(2)低圧鋳造 溶解炉の上部に鋳型を取り付け,るつぼ中の溶湯の表面に圧力をかけて,ストークスを通して溶湯を下方から鋳型内に静かに注入する方法。溶湯表面にできる酸化物で汚されていない湯を静かに充てんでき,鋳型が炉上にあって常に加熱されているため,鋳造条件が安定しており,安定した品質の鋳物が得られる。
(3)真空鋳造 真空中で溶融金属を鋳込む方法。金属が酸化されるのを防ぎ,金属中に含まれる気体の放散が促進されるので,良質の製品が得られる。
(4)精密鋳造 鋳型に金型以外の材料を用いて,非常に寸法精度の高い鋳物を作る方法。蠟などで製品の原型をつくり,その周囲に微細な砂をつけて鋳型とし,蠟を溶かし出して,その空洞に溶湯を流し込む。造型法にインベストメント法,セラミックシェルモールド法など,種々の方法がある。一般に複雑な形状のものが鋳造でき,鋳肌がきれいである。
(5)ダイカスト 精密に機械加工をした金型(ダイス)に高温で圧力をかけた溶湯を強制的に流し込み,きわめて短時間に凝固させる方法。鋳肌が平滑で,機械加工を必要とせず,同一規格品の大量生産が可能である。
(6)普通造塊 連続鋳造以外のインゴット製造法。注湯法には,上注ぎ,下注ぎの別がある。
(7)連続鋳造 インゴットの鋳造法で,底のない側面のみの鋳型に溶湯を鋳込み,逐次,冷却,凝固させながら連続的に引き抜いて切断していく方法。造塊,均熱,分塊の工程が省略でき,一挙にインゴットが得られる。
鋳物作製のなかでもきわめて重要な工程の一つ。溶湯を適切な温度で,スラグなどが混入しないようにして鋳型に注入することに注意が払われる。準備としては,掛堰(かけせき)を配置して湯口をととのえ,揚(あが)りから排出された溶湯がガス抜きをふさがないように処置をする。溶解炉から取鍋(とりなべ)/(とりべ)に移され,必要な合金元素を添加(接種)した溶湯は,鋳込み現場で行う炉前試験によって,目的とした性状をもった溶湯であるかどうかの試験が行われる。材質と鋳物の種類によって,適切な鋳込み温度が定まっており,溶湯を測温して確かめる。ねずみ鋳鉄の場合には,湯面模様によって溶湯の温度を判断することも広く行われている。注湯する場合には,取鍋をクレーンで吊って運ぶか,小物では,湯汲みを使って行われる。自動注湯の場合は小型の保持炉から,傾斜式あるいは圧力式で注湯する。注湯の量の管理も必要であり,掛堰に溶湯をためてストッパーを抜くなどの方法が行われている。押湯の必要なものについては,揚りをふさいで押湯をつぎ足したり,上から発熱材を振りかけて温度を一定に保つことも行われる。
鋳型内で金属が凝固に要する時間と,凝固していく状態を知ることも重要な問題である。鋳物の凝固時間は,砂型で溶湯の加熱が無視できるとき,鋳込み温度とその他の材料の性質が一定であれば,次式で与えられる(クボリノフの法則)。
t=(V/A)2×定数
ここで,tは凝固時間を,Vは鋳物の体積を,Aは鋳物の表面積を表す。このほかいくつかの仮定の下で,鋳物の形状が簡単な場合について,その凝固時間などを与える解析法が知られているが,実際の鋳物について,なんらかの指針を得るためには,数値計算法に頼らなくてはならない。得られた値から凝固のようすをシミュレーションし,方向性凝固を行わせ,溶湯の補給を保証するなどして,凝固収縮による巣やピンホールなどの欠陥のない鋳物をつくるための〈鋳造方案〉を検討している。
鋳造は金属の液体から固体への相変態を伴い,造型,溶解,鋳込みなどの工程を伴うので,さまざまの欠陥が発生しやすい。欠陥品ができることを,〈お釈迦になる〉というが,これは仏像を鋳物で作る際に,光背に溶湯が回らないと光背がない釈迦像のようになってしまうということから生まれた言い回しともいわれる。
鋳造欠陥は,砂落しの段階で発見できるものと,探傷検査や機械加工の段階で発見されるものがある。欠陥の一部は鋳掛けで補修されるが,補修できない製品は廃棄となるので,鋳造欠陥の発生を防ぐことは鋳物業にとってはきわめて重要な問題である。欠陥は,溶湯に起因するもの,鋳物砂に起因するもの,鋳造方案に起因するもの,作業に関連するものが考えられるが,実際の因子は相互に関連している。以下,おもな鋳造欠陥について述べる。
(1)引け巣shrinkage cavity 凝固収縮による欠陥で,鋳物の表面にできる〈外引け〉,内部にできる〈内引け〉がある。対策として鋳造方案(とくに押湯方案)を検討し,また冷却能のよい中子砂を使用する。冷し金を用いることも有効である。(2)ガス吹かれblow hole ガスによって鋳巣(空孔)を生じたもの。ガスが溶湯に原因する場合は,適正溶解を行い,鋳込み温度を管理することが必要である。鋳型に原因する場合は,鋳物砂の水分量,通気性を改善し,ガス抜きを十分に行う。(3)のろかみ・砂かみsand mark 鋳物の表面または内部にスラグや砂粒を巻き込んだ欠陥で,鋳物の外観を害するだけでなく,機械加工の際に工具を傷める。鋳造方案,鋳物砂,注湯作業の不適正が原因である。(4)鋳肌不良 鋳肌が荒い荒肌surface folding,鋳型の砂粒子の間に溶湯が入り込むさし込みmetal penetrationなどがある。鋳物砂,造型法を改善する。(5)焼付きsand burning 鋳物砂が溶湯と反応して,鋳物表面に砂が付着する欠陥。砂の耐火性不足に起因し,砂落しの工程が過重となる。砂の耐火性の向上,塗型の改善などの処置をとる。(6)しぼられbuckle,すくわれscab 注湯による型砂の膨張で,その一部が鋳肌面に押し出されてできた傷を〈しぼられ〉といい,溶湯によって部分的に砂を流し去った所に砂や地金の塊が残るものを〈すくわれ〉という。熱膨張の少ない砂を使い,可燃物を添加して,鋳型の表面層を硬化させ,侵食されにくい方案を立てる。(7)亀裂crack 鋳物の凝固および冷却収縮の際,鋳型の可縮性が悪く収縮が制限されたり,冷却速度が異なると,鋳物内部に残留応力を生じ,それが大きいと割れが生ずる。前者は可縮性のよい型を使うこと,後者は,肉厚の変化をできるだけ避けるなど,設計に立ちかえった検討を行う。
以上のほか,形状・寸法の不良や,材質不良(球状黒鉛鋳鉄の球状化の失敗,粗晶組織,偏析など)の欠陥を生じた場合には,造型や鋳造方案の再検討,溶湯管理や注湯作業の適正化などの対策が必要である。
執筆者:梅田 高照
鋳造の技法に最も早く使われた金属は銅で石や土の鋳型が用いられた。エジプトでは前5千年紀のバダーリ文化の遺跡から装身具用の留針やビーズなどが出土している。しかし前3千年紀には青銅の鋳造技術が高いレベルに達し,彫刻や,より複雑な形の鋳造に蠟型鋳造lost waxも考案されていた。サルゴンをあらわしたとされるニネベ出土の青銅の頭部(前2250年ころ)は当時の高い技術を示す好例である。ギリシアでは蠟型法や砂型法sand castingによる大型の彫像が青銅で作られた。また原型となる大型彫刻は塑造よりも木彫,石彫が多かったので,これらから型をいくつかの部分に分けてとる込型鋳造piece moldingも行われた。また青銅は早くから建築の主要な部分,とくに扉などにも使われた。中国においては殷代前期から青銅器が特筆すべき発達をとげ,祭祀のための容器や楽器,武器,馬具などが作られた。豊富な形態と饕餮(とうてつ)文はじめ特異な文様をもつこれらの青銅器は,支配者たちの富と権力を示すために作られた。
ヨーロッパでは中世になると宗教的な器具が鋳造した青銅で作られるようになり,豪華なものは金でめっきされた。大型のものは少なくなり,現存するものではカール大帝によって設立されたアーヘンの鋳造工場で作られた扉がある。これはアーヘン大聖堂のトリフォリウムについていた4組の対扉で,ライオンの頭の把手がついている。オットー朝時代には,おもにラインラントと北部ドイツが青銅鋳造の中心地で,なかでもヒルデスハイムでは青銅や銀を中心とする鋳造が行われた。ロマネスク時代には青銅鋳造品の仕上げに金銀細工師が装飾を施すことがしばしば行われ,両者の関係は緊密であった。とくにゴドフロア・ド・ユイGodefroid de Huy(1145ころ-73)やニコラ・ド・ベルダンなどの金工家は鋳金も自ら行った。12世紀から13世紀にかけてはネーデルラントの鋳物師たちがドイツの技術に迫ったが,リエージュ近郊からは亜鉛が豊富にとれたため,青銅よりも亜鉛と銅の合金であるシンチュウを材料としたものがつくられた。シンチュウは金属としては高価なものではなく,また装飾や金めっきの下地に向かなかったので,おもに教会用雑器や家庭用食器につくられた。ディナンDinantの町はこれらシンチュウ製品でよく知られ,15世紀には〈ディナン物dinanderie〉という言葉はムーズ渓谷沿いで大量に作られたシンチュウ製品をいうのに使われた。またシンチュウ製品一般をこのように呼ぶ場合もある。
ルネサンスの時代を迎えると,フィレンツェを中心に鋳造技術への関心が高まり,支配者たちは競って騎馬像などの記念碑的大彫刻を作らせるようになり,これらはよく組織された工房で鋳造された。また塑造による自由な表現が芸術家に好まれるようになり,セッコウ型をとって複数のセッコウ原型を用いた蠟型鋳造が行われるようになった。この場合,薄く蠟をかぶせた段階で作家が細部の修正や仕上げをする必要があるが,多くは鋳物師に任せられていた。
17,18世紀には金めっきした青銅が家具の装飾や室内装飾品に多く使われるようになり,J.カフィエリ,C.クレサン,P.グーティエールなど,金工家でもあり家具デザイナーでもあった作家が活躍した。
鉄は中国において殷末周初(前1100年前後)に使用が認められ,春秋戦国時代(前8世紀以降)には実用に供されていたとされるが,そのほとんどが鋳造によるものであるのに対し,インド,オリエント,地中海沿岸地域,ヨーロッパではもっぱら鍛鉄で製品が作られていた。鉄の鋳造(鋳鉄)が本格的に行われるようになったのは中世になってからで,しかもその製品が芸術的特質を示すようになったのは,中世の終りになってからのことであった。15世紀にはその用途は武器を別にすれば暖炉用の道具が主で,たとえば炉火反射用の背壁firebackには,豪華な木彫のパネルを砂型に押しつけ鋳造したものがある。鋳鉄は鍛鉄とともに門や柵,手すり,建築金物にも多用され,18世紀イギリスでは鋳鉄の柵や手すりが大規模に生産された。また1779年には鋳鉄による最初の橋,シュロップシャーのコールブルックデール橋が建設され,以後建築にも広く使われるようになった。
執筆者:影山 末男 日本では弥生時代から鋳物が現れる。銅鐸,銅剣,銅戈(どうか),銅矛などが,石製や土製の鋳型で作られた。また中国鏡を踏み返した鏡が多く知られている。しかし現在の鋳造技術との関係という面から見ると,その本格的な製造開始は幕末期であると考えられる(前近代における鋳造については〈鋳金〉の項目を参照されたい)。当時はすでに〈たたら吹き〉によって作られた銑(ずく)を原料とし,これを甑(こしき)で溶解して日用品を鋳造する鋳物業が各地で栄えていたが,この技術にヨーロッパから導入した技術を接木して明治以降の鋳造技術が発展したのである。1800年代の中ごろ,幕末にいたって西洋諸外国の脅威を受けた幕府や諸藩は,大砲の鋳造と軍艦の建造に力を入れるようになった。大砲の鋳造には従来の甑を用いていたのでは溶湯の量が足らず,韮山をはじめ佐賀,薩摩,水戸などの各藩に反射炉が作られた。軍艦の建造を契機として機械鋳物の製造技術が導入され,幕府経営の長崎製鉄所(1861),横須賀製鉄所(1865)などの洋式造船所が設置された。また明治中期以降は都市化の進行に伴い,鋳鉄管の製造も開始された。以後第2次大戦にいたるまでは日本資本主義の発展とともに鋳造業も急速に発展する。まず鋳鉄鋳物では,甑に代わって洋式溶解炉であるキュポラが導入され,溶解作業が容易となり,大型鋳物の生産が可能となった。1920年代初めには地金に銑鉄のほかに鋼屑を配合して溶解する高級鋳鉄の製造技術が海外で開発され,日本でも実用化されるにいたった。鋼鋳物は1901年官営八幡製鉄の完成を契機として,その製造が軌道に乗りはじめた。当初は平炉で溶解が行われていたが,大正年代にアーク式電気炉の導入により材質の改善が著しく進歩した。銅合金鋳物は主として青銅鋳物が鋳造されていたが,銅鋳物の耐食性,耐海水性にすぐれることに注目し,艦船への用途,とくに推進器用として,マンガン黄銅,シルジン青銅が開発され,用いられるようになった。アルミニウム合金鋳物が鋳造されるようになったのは昭和に入ってからで,10年代にはダイカスト鋳造も始まった。第2次大戦後の鋳造技術の著しい発展は,材質,溶解法,鋳型製作法にみられる。まず材質では,鋳鉄で球状黒鉛鋳鉄が開発され普及したこと,鋳鋼では溶解の際に酸素吹込みを行って製錬効果を確実にしたことである。また銅合金ではアルミニウム青銅の増産,ダイカスト合金では亜鉛地金の製錬技術の改善によって亜鉛ダイカストが実用化され,ダイカスト工業の発展をみたことも重要である。溶解法では,鋳鉄でキュポラと並んで低周波誘導炉などの導入,鋳鋼では高周波誘導炉の導入が挙げられる。鋳型製作法では,従来のケイ砂と粘結材としての粘土分という組合せの鋳物砂に大きな変化がおこった。まずシェル型の採用で,これはフェノール樹脂を粘結材とした鋳物砂を金型に吹き付け,熱によって硬化させるもので,鋳型の大量生産が可能になり,続いて炭酸ガス法の採用で大型鋳型が作られるようになった。無機・有機質の粘結材を使った自硬性鋳型,減圧造型法によるものなども開発されている。一方,古くから用いられているケイ砂と粘土の生型(なまがた)も造型機の迅速化・高速化により,自動車工業などで大量生産品に使われるようになった。
→青銅器 →銅
執筆者:梅田 高照
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
金属を加熱して溶融し、これを目的の形をもたせた鋳型に流し込み、冷却、凝固させて製品をつくる方法で、塑性加工、粉末冶金(やきん)、溶接などと並ぶ重要な金属加工法の一つである。しかも溶融金属は鋳型の形状に応じていかなる複雑な形をもとりうるので、形状複雑な工業製品や、製作者の創作意欲のままにつくりあげられる美術工芸品など、われわれの身の回りには鋳造によってつくられた金属製品はきわめて多い。これらを総称して鋳物という。
鋳物は溶融金属が凝固したあとは熱処理を施すことはあるが、塑性加工などによりそれ以上の変形を加えることはなく、凝固したままの組織で、すなわち鋳造組織で十分な強度をもたねばならない。したがって二相組織などにするため比較的合金量が多いのが特徴である。鋳鉄は鋼よりも炭素量、ケイ素量が多く、アルミニウム合金鋳物も10%以上のケイ素を含むなどがその例である。また銅合金も青銅鋳物では10%までのスズを含み、黄銅鋳物では40%までの亜鉛を含む。
[井川克也]
アルミニウム合金、銅合金の溶融にはるつぼ炉や低周波電気炉が用いられる。るつぼ炉は、黒鉛製のるつぼの周囲で重油あるいはコークスを燃焼させるもので、構造が簡単で古くから使われている。低周波誘導電気炉は、通常の配電網の50または60ヘルツの周波数の交流を鉄心に巻いた一次コイルに流し、鉄心の間隙(かんげき)に設けたチャンネルとよばれる溶湯の道を短絡二次回路として大電流を誘導させて昇温する。鋳鉄の溶融にはキュポラcupolaとよばれる直立した円筒形炉が古くから用いられている。この中にコークスと地金とを入れて空気を送り込み、コークスを燃焼させて地金を溶融し炉底から溶湯を取り出す。また、1960年ごろから、るつぼ型低周波電気炉が広く用いられている。これは前述のチャンネル型とは異なり鉄心を用いず、るつぼ型の炉の外周にコイルを巻き、これに低周波電流を流し、るつぼ内の鋳鉄に二次電流を誘起させて昇温溶融させる。鋼の溶融には三相交流を用いるエルー式電気アーク炉あるいは1000ヘルツ以上の周波数の交流電流を用いるるつぼ型高周波誘導電気炉を用いる。
これらの炉によって溶融された金属は、耐火れんがで裏張りされた取鍋(とりべ)に移され、鋳型のところまで運搬され、取鍋を傾けるか、あるいは取鍋の底につけたストッパーを引き上げることによって、鋳型に注入される。これを鋳込みという。
[井川克也]
一方では鋳型の製作が行われる。もっともよく使われる鋳型材料は鋳物砂(いものずな)とよばれる珪砂(けいさ)を主体とするもので、このほか特殊なものとしてはジルコン砂、オリビン砂、クロマイト砂なども用いられる。20~70メッシュ前後の粒度の砂に粘結剤として粘土を4~8%、水分を2~6%加えよく混練して生型(なまがた)用砂とする。つくろうとする鋳物と同じ形状をした模型を木、プラスチックまたは金属でつくり、これを原型と称する。ただし、鋳型寸法で凝固した金属は室温まで冷却する間に収縮するので、原型はその分大きくつくっておかねばならない。その割合は鋼鋳物で1.5~2%、鋳鉄鋳物で0.5~1%、銅合金鋳物で0.8~1.5%、アルミニウム合金鋳物で0.9~1.75%である。したがって原型模型を木でつくる場合の木型工場では、あらかじめこの分長く目盛った物差しを使い、これを鋳物尺または伸尺(のびじゃく)という。
[井川克也]
この原型を定盤の上に置き、鋳枠を置いてこの中に生型用砂を入れてよく搗(つ)き固め、その後原型を抜き取れば、鋳型が完成する。人力で搗き固めることを手込めというが、現在では種々の造型機(モールディングマシン)を用いる。
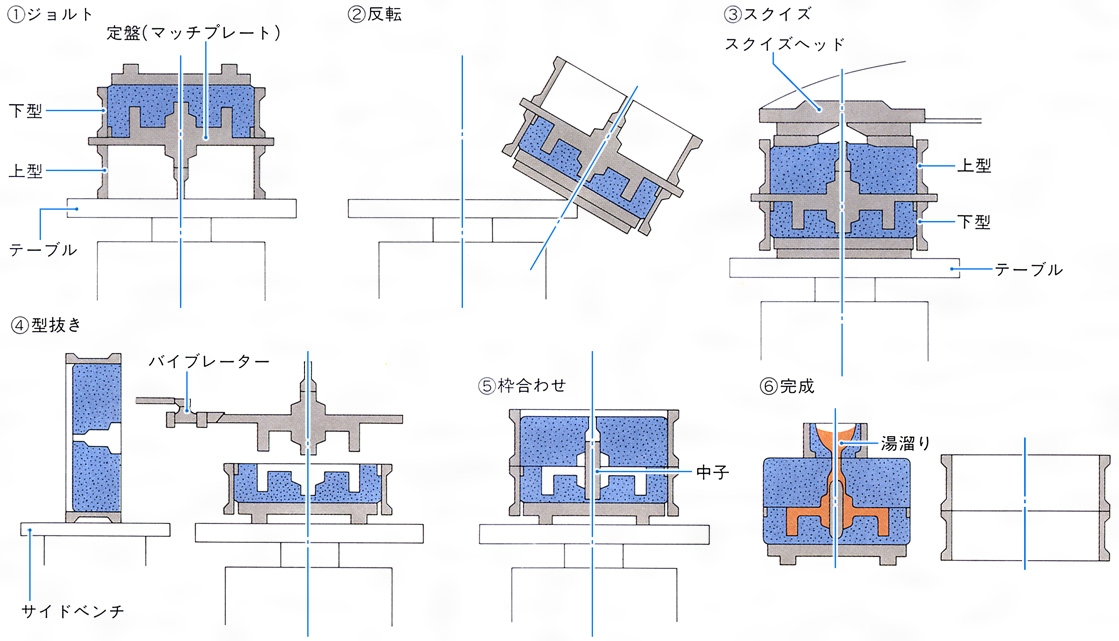
そのもっとも簡単なものを一例としてあげると、まず下半分の原型を用いて生砂型を上下振動の衝撃力によって込める。これを反転し、上型の模型の上に生型用砂を入れてスクイズヘッドとテーブルとを近づけて上型の砂を締め付けて込める。次に模型を取り付けた定盤(マッチプレート)に振動を加えながら上型を模型から抜き上げてサイドベンチに置き、ついで定盤と下型模型とを同じく振動を与えながら下型から抜き取る。ここで必要な中子(なかご)を収め、上型をかぶせ、鋳込みやすいように湯溜(ゆだま)りをのせたり、鋳枠が不要な場合は抜き取ったりして、鋳型が完成する。
模型の上に鋳型砂を込める場合、製品の鋳肌をきめ細かなものにするため、とくに細かい砂で調製した鋳物砂をある厚さで模型の上にかぶせることがよく行われる。この砂を肌砂(はだすな)といい、その後ろ側に込める砂を裏砂(うらすな)という。
[井川克也]
鋳型の溶湯を流し込むための湯口(ゆぐち)、垂直に流れ込んだ溶湯が製品となるべき鋳型空洞の周りに流れていくための水平な湯道(ゆみち)、さらに湯道から製品の鋳型空洞に流れ込むための堰(せき)、製品となるべき空洞を溶湯が満たし、凝固が始まると金属は一般に収縮するので、それにより不足する溶湯を補う目的で押湯(おしゆ)という部分を、製品の最後に凝固する箇所付近に余分につけておく。これら一連の鋳型各部の設計は鋳物作りの成否に大きく影響する。このような鋳型の設計を鋳造方案という。押湯の効果を高めるためには、鋳物の凝固順序を十分考慮し、冷やし金(がね)を鋳型中に入れて必要部分を早く冷やしたり、余肉をつけて必要部分を徐冷したりするなど鋳造方案上の種々のくふうがなされる。また金属の凝固時に放出されるガスや鋳型から吸収されるガスによって生ずる鋳物の気泡巣(ブローホールblow hole)の形成も避けねばならないので、鋳型に細い孔(あな)をあけてガス抜きとしたり、粗めの砂を使って鋳型の通気度をよくしたり、あるいは鋳型を乾燥したり、溶湯を鋳込み前に脱ガスしたりする必要がある。
鋳型内で凝固した製品を取り出すと表面に砂などが付着しているので、これを清掃するために鋼粒をぶつけたり(ショットブラストshot blasting)、砂と水の混合物をぶつけたり(ハイドロブラストhydroblasting)する。
[井川克也]
このようにして鋳造によって製品がつくられるが、鋳物工場の生産性は、もっとも人手と時間のかかる造型工程に支配される面が大きい。そのためこれを合理化し能率化するために種々の方法が開発されてきた。
その一つに低加圧鋳造法がある。これは、金型あるいは繰り返し使用できる耐火物製鋳型を溶湯保持炉の上に設置し、湯口を下に伸ばして溶湯中に浸漬(しんせき)する。装置全体を気密室に収め、溶湯面に大気圧よりわずかに高い圧力をかけると、溶湯は湯口中を上昇し、鋳型中に押し上げられる。鋳型中で凝固したのち、溶湯面の圧力を除くと、湯口中の未凝固溶湯は保持炉中に戻る。この方法は溶湯歩留りもよく、比較的高融点の銅合金にも使えるので新しい鋳造法として発展が見込まれている。
次に生砂型の粘結剤は粘土と水であるが、さらに強力でしかも強い搗き固めを要しない粘結剤が使われるようになってきた。無機質粘結剤としてはケイ酸ソーダ、セメント、石膏(せっこう)などであり、有機質粘結剤としてはフラン樹脂、フェノール樹脂、乾性油などである。
[井川克也]
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
Sponserd by ![]()
…
[鋳物の特色]
鋳物は,鍛造や溶接などに比べて複雑な形状のものが一度で得られ,大量生産が可能であるというすぐれた特徴をもっており,古くから広く利用され,器物,仏像,鏡,貨幣などの製造に用いられてきた。一方,材質的に強度が低く,もろい場合がある,場所によって性質が違いやすい,巣(鬆(す)),焼付き,亀裂,偏析などの諸欠陥が生じやすい,などの欠点があり,鋳造技術の発展によりこれらの欠点を除去する改良がなされている。なお,鋳物の歴史および鋳造欠陥については〈鋳造(ちゆうぞう)〉の項を参照されたい。…
…鉛を添加したスズ青銅鋳物は切削性がよく,また鉄との潤滑性に優れているため軸受材料とされる。脱酸などのために亜鉛2%程度を添加した,スズ約10%の青銅は砲金gun metalと呼ばれ,かつては大砲の鋳造に用いられた。現在でも軸受,パイプなどの鋳造に広く用いられている。…
…金工の成形技法の一つ。鋳造(ちゆうぞう),鋳物(いもの)ともいう。加熱による金属の溶解性を利用したもので,金属を溶解してあらかじめ作っておいた鋳型(いがた)に流し込み,冷やしてから製品を鋳型から取り出して仕上げる技術。…
※「鋳造」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
福岡県福岡市博多区の櫛田神社の夏祭り。壮麗な山笠で知られる。今日,山笠には飾り山笠と舁き山笠(かきやまがさ)の 2種類がある。明治時代に電線が架設されて以降,物語場面の人形などを飾りつけた高さ 15m...