デジタル大辞泉 「染色」の意味・読み・例文・類語
せん‐しょく【染色】
1 布・糸などに染料や色素をしみ込ませて着色すること。また、染め出した色。そめいろ。「薬品を使って
2 ある特定の生体組織や細胞の構造体を顕微鏡で観察しやすくするために染色液で着色すること。生体染色。
[類語]染め物・染め付け・着色・捺染・型染め
そめ‐いろ【染(め)色】
Sponserd by ![]()
翻訳|dyeing
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
染色は染料のもつ繊維材料への染着性を利用して,繊維等に染料を収・固着させる技術である。したがって繊維材料に顔料を固着材で固定する技術,たとえば顔料捺染(なつせん)などは染色には含めない。特別な例を除いて一般的には染料は水溶液として分子状に拡散したのち,染料の繊維に対してもつ特定の親和性(染着性)によって繊維上に収・固着される。染色は技術的には浸染と捺染に分けられるが,染色の原理として共通するのは,なんらかの形をとる水溶性(後述するように分散染料のような例外はある)と,染料分子またはイオンのもつ繊維高分子材料に対する親和性に基づく染着性である。染色される繊維の種類は木綿,麻などの植物性天然繊維,羊毛,絹などの動物性天然繊維,ビスコース,キュプラなどの再生繊維,アセテート,トリアセテートの半合成繊維のほかに,ポリアミド,ポリエステル,ポリアクリロニトリル,ポリビニルアルコールホルマールなど数多くの合成繊維があり,それぞれの化学的性質,物理的構造などはきわめて多様にその染色性を支配する。それに対してこれらを染色するためにつくられた染料は,それぞれ固有の水溶性,イオン性をもち,さらに特定の繊維に対して固有の染着性を示す。一般的にいってセルロース系(木綿,人絹)のような親水性繊維に対しては直接染料,反応染料のような親水性の染料が染着し,ポリエステルのような疎水性繊維に対しては分散染料のような疎水性染料がよく染着する。後述するように染料の染着の機構は大きく分けて,ファン・デル・ワールス力によるもの(直接染料,建染染料),イオン結合をつくるもの(酸性染料,塩基性染料),繊維分子との間に共有結合をつくるもの(反応染料),拡散吸着するもの(分散染料)などのまったく異なった種類がある。したがって染料と繊維との組合せはきわめて独特であり,染色する繊維が決まれば,固有の部属の染料が選ばれる。したがって使用される繊維が単独でなく混紡の場合には複数の異なる部属の染料が適宜選ばれる。近年染色工業においても近代化,省力化が大いに進み,染色作業の自動化,能率化が行われた。とくにコンピューターの発達により染色の際の温度制御,秤量,染浴の調整,処理等多くの問題がプログラム化されている。さらに従来熟練者のみによっていた色合せなどもコンピューターを利用して行われることが多くなった。染色工業にとっても排水による公害は重要な問題であり,染色排水の処理技術も非常に進歩した。同時に工業用水の不足に対応するために水を使用しない溶剤染色法も技術的に大きな発展を示した。
染色物は一般に変退色するし,繊維自身も恒久的な性質をもたないため,歴史的遺産から古代の染色技術を知ることには困難を伴う。しかし古代エジプトですでに前2000年以前から動植物性の天然染料を用い大規模な染色が行われたとされている。地中海産の巻貝から得られた紫色染料ティル紫(ティリアン・パープルTyrian purple)は古代エジプト,ギリシア,ローマ,フェニキアなどできわめて高貴な染料であった。捺染技術も木綿原産地のインドで始まりエジプトに伝えられたらしい。中世の染色技術はユダヤ人の秘伝であったのが,13世紀にイタリアのシチリア,フィレンツェ,ベネチアなどの都市に伝えられ,染色工のギルドが結成された。1540年にロセッティGiovanni Ventura Rosettiにより最初の染色書が記述され,このころから天然染料の種類も豊富となった。中世~近世において使用された染料はベニバナ,タイセイ(大青),茜(あかね),藍,コチニール,ロッグウッドなどである。当時すでに現代の化学からみて非常に高度で複雑な化学反応を含む媒染染色,建染染色が行われていた。さらに18世紀半ばになると天然のインジゴを化学的に発煙硫酸でスルホン化する技術が発見された。1856年W.H.パーキンがアニリンを酸化して得た最初の動物繊維用赤紫色染料モーブMauveを発明,次いで59年に赤色塩基性染料マゼンタが合成され,以後合成染料時代の幕開けを迎えた。それにより人類は天然染料として所有していた藍,茜などとまったく同一の染料を合成化学の手法で手に入れたばかりでなく,数多くの新染料を創出し現在に至っている。それとともにその染色技術も大いに発展し,とくに第2次大戦以後合成繊維の発明とともに分散染料,カチオン染料,反応染料などによる新規な染色技術が開発され,現代の人類の豊富な衣服生活が展開されることになった。
天然繊維はそれぞれ天然の不純物を含み,再生・半合成・合成繊維は紡績,織布などの工程で油脂類,のり(糊)類,帯電防止剤等を含むので,染色の際妨げとなるこれらの不純物を取り除くため,のり抜き,精練,さらに必要に応じ漂白を行う。精練は繊維の種類によりアルカリ性無機試薬,界面活性剤,有機溶媒が適宜使用される。また,のり抜きと漂白を兼ね亜臭酸ナトリウム,過硫酸塩が使われることもある。漂白には酸化性または還元性の漂白剤が使用される。
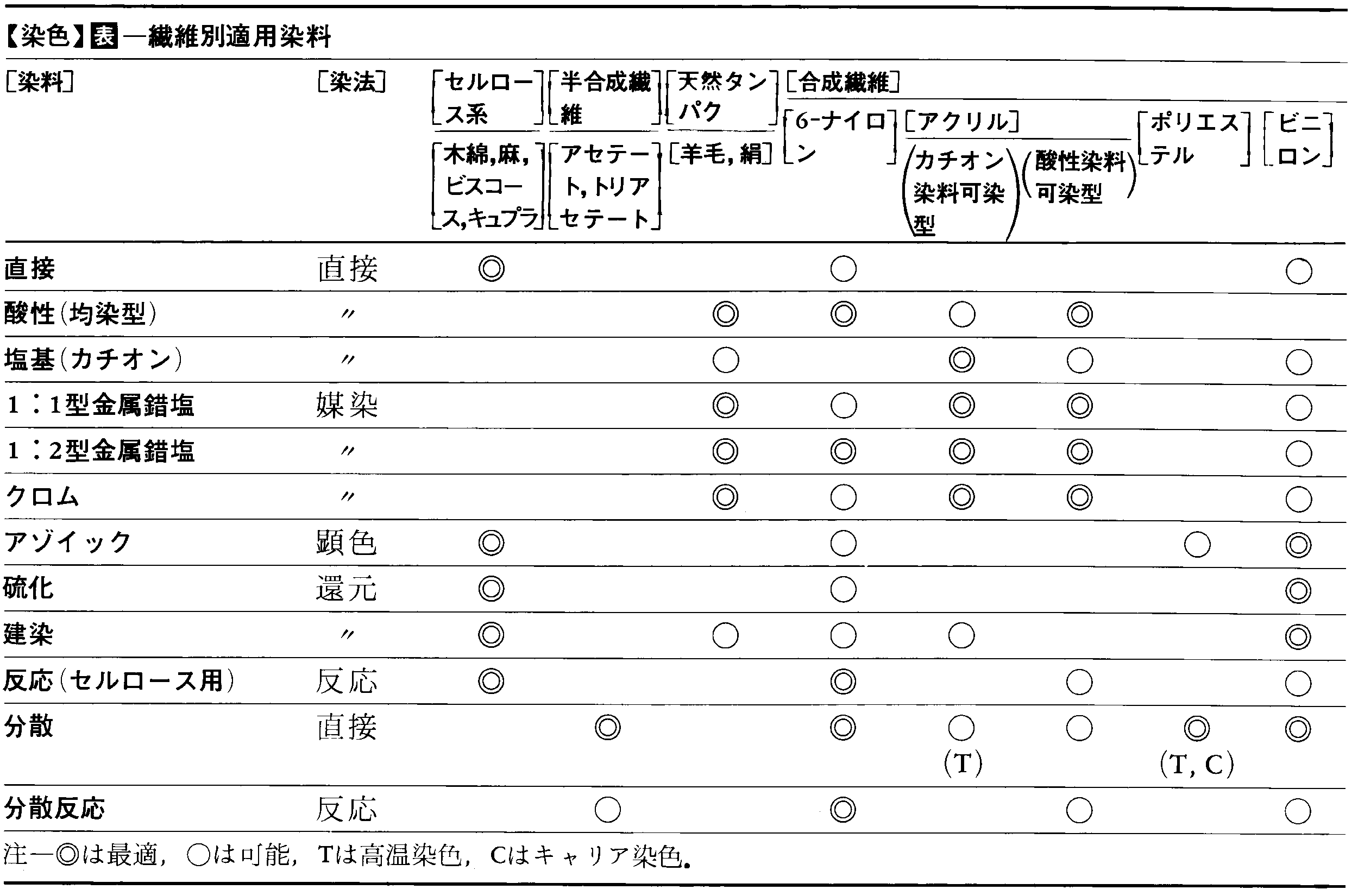
浸染は繊維材料を染料水溶液(分散染料は分散液)に浸漬し,適当な温度,時間をかけて染めたのち,取り出して水洗,乾燥して完了する。表に示すように染料と繊維の間には適合性があり,その組合せに応じて基本染法も異なる。直接染法は繊維に対する直接染着性に基づいて染料溶液(または分散液)より直接染める方法である。媒染染法は染料が繊維に親和性をもたないとき,あらかじめ媒染剤を繊維に施し,それを仲介として染める方法であるが,近年は染料と媒染金属を結合させておいて直接染法のように染めることが多い。還元染法は建染染法とも呼ばれ,水に不溶の染料をアルカリ性の種々の還元剤を用いて還元し可溶の形とし,還元体の親和性により染色後酸化し不溶の形の染料とする方法である。顕色染法はアゾ染料の成分の一方のジアゾ成分をまず吸収させ,他のカップリング成分を繊維上でカップルさせ不溶のアゾ色素とする方法で,ナフトール染色とも呼ばれ,捺染に多く用いられる。反応染法は繊維と共有結合をつくる染料を用いる方法である。表以外にアニリンブラックのように繊維上で酸化発色させる酸化染法もある。
直接染料による木綿の染色の実例を次に示す。繊維重量の1~8%の直接染料,ボウ硝Na2SO4・10H2O10~40%,浴比(可染物重量に対する全染液容量)1:20~1:40の染浴をつくり,あらかじめ精練漂白した木綿を入れ,室温からゆっくり昇温して沸点近くで30~40分染色し,水洗,乾燥して完了する。反応染料による木綿染色は,セルロースのOH基と染料分子が共有結合をつくるため湿潤堅牢度が著しく高く染法も簡便であるので,今日最も重要なセルロース系繊維の染色法となった。ジクロロ-s-トリアジニル型(商品名ミカシオン染料)の染料の染法を例示する。適量の反応染料を含む染液(浴比1:10~50)に食塩または無水ボウ硝10~50g/lを加え,室温で30~40分木綿を浸漬して染料を十分吸収させたのち,ソーダ灰1~5g/lの液中で45~60分処理し固着させ,次に合成洗剤1~3g/lを含む熱水溶液(85~100℃)中で10~20分ソーピングを行い水洗し,繊維上に残存する非固着染料,ボウ硝などを除去する。次に酸性染料による羊毛および絹の浸染について述べる。酸性染料には均染性のものと不均染性のものがあり,ともに動物繊維の染色に使用されるが,前者が大半を占めるので均染性酸性染料の例を挙げる。また羊毛染色は沸点で行うのに対し,絹繊維は80~90℃でよく染まるので絹本来の光沢を損じないため,煮沸はしないのが普通であるが,その他の点はほとんど同じと考えてよい。羊毛(絹も)に対して均染性酸性染料は親和性が低いので,吸尽度をよくするため強酸性で染める。所望の色相に応じて適量(1~8%)の染料,濃硫酸1~3%,ボウ硝10~20%を含む染浴(浴比1:30~40)を60℃とし羊毛を入れ,30分で沸点とし,30~90分煮沸して染色を終了する。分散染料によるポリエステル繊維の高温染色は,40%酢酸1ml/lあるいは硫酸アンモニウム0.5g/l,適当な分散剤0.5~1g/l,よく分散した分散染料を加えた染液を調整し,繊維を60~80℃で入れオートクレーブ中で速やかに120~132℃に上げ,この温度で30~60分染色して終了する。アクリル繊維のカチオン染料による一般的染色法は次のとおりである。アクリル繊維にはカチオン染料に親和性の繊維と酸性染料に親和性のものがある。カチオン染料は一般にpH3~5の酸性浴で染められるので,まず染料を少量の60%酢酸で練り,40~50倍量の沸騰水を加え溶解し,50℃とし,これに助剤として酢酸ナトリウム,60%酢酸,無水ボウ硝,界面活性剤を加えて染浴とする。50℃でアクリル繊維を入れ80℃に昇温,さらにゆっくり沸騰させ,淡色で30~60分,濃色で60~120分沸騰染色後,徐冷して水洗する。
捺染は織物上に染料を含む捺染のりを印捺して模様染を行うことである。印捺操作を機械的に行うか手工的に行うかによって,機械捺染と手捺染に分けられる。前者には,凹版を用いるローラー捺染,孔版によるスクリーン捺染などがある。捺染のりは,糊剤,染料,薬剤,溶剤からなる。捺染の主体をなす綿および混紡品の場合を例に挙げれば,染料は直接・反応・建染・安定アゾイック染料が使用され,糊剤としては,デンプン,トラガントゴム,CMC,合成糊剤が用いられる。安定アゾイック染料は捺染用につくられたアゾイック染料で,ナフトール染料のように下漬を必要とせず他部属染料との併用,配色の自由などの点で有利であり応用も広い。とくにそのなかでも捺染のりの安定性がよく,中性蒸熱発色ができるラピドーゲン染料が優れている。ラピドーゲン染料,中性発色用助剤(有機アミン類)を含む捺染のりで印捺乾燥後,10分くらい蒸気で熱して発色させ水洗,ソーピングして捺染を完了する。また反応染料は鮮明な色調と優れた湿潤堅牢度のためセルロース繊維用捺染染料として近年急速に発展した。
繊維製品の精練漂白,染色以後に,織物の外観,触感を変えてその価値を高める工程を仕上げという。仕上げには単に機械力だけを用いた洗毛・起毛仕上げと,熱,水,薬剤などを応用する各種の仕上げがある。たとえば防しわ・防縮・形態固定・マーセリゼーション・防水・防油・防炎・帯電防止加工などがあり,いくつかの仕上げ加工が組み合わされるのが普通である。加工薬剤の種類としては,陰イオン系,陽イオン系,非イオン系の界面活性剤や,熱可塑性・熱硬化性の各種の樹脂類,その他金属セッケンなどが広く用いられる。
染料が繊維を染める染着現象は有史以来の経験で知られてきたが,染色の理論が,ビッカースタッフT.Vickerstaff,ジャイルズG.H.Giles,矢部章彦らにより物理化学を基礎として体系づけられたのは約30年前のことである。
染料が染浴中で繊維に染着するまでの過程には次の三つの要点がある。(1)染料が染色助剤と染浴に共存しているとき,染料分子は解離,移動,会合を起こすが,これらの拡散移動は界面化学的に重要である。(2)染浴中の染料分子は固相である繊維高分子に表面吸着する。この吸着(あるいは収着)現象は染着平衡として扱われる。染料Dと繊維Fの間には,
D+F⇄D・F
の可逆平衡が成り立ち,平衡定数をK,染着前後の染料のギブス自由エネルギーの差は,染りやすさ(親和力)の尺度として用いる。分散染料(イオン化しない)の場合,
-⊿μ0=RT ln[D]φ-RT ln[D]σ
で親和力を表すことができる。⊿μ0は標準親和力(標準状態0℃,1atmにおける染料の水溶液中と繊維中の化学ポテンシャルの差),[D]φおよび[D]σはそれぞれ染料の繊維中および染浴中の平衡濃度[mol/l],Rは気体定数,Tは絶対温度を示す。⊿μ0の温度変化を測定することにより標準染色熱⊿H0,標準染色エントロピー⊿S0が求められ,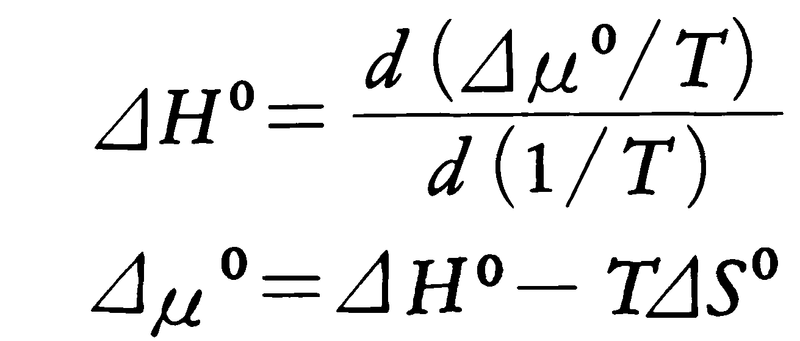
これらを測定することにより染料の親和力,染色熱,染色エントロピーを知ることができる。(3)染料の繊維への浸透拡散する過程は染色速度として反応速度的に扱うことができる。繊維中の染料の流れJは次式で表される。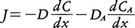 ただしC,Caは繊維中で自由に動きうる染料種の濃度,および収着状態の染料種の濃度を表し,D,Daはそれぞれの拡散係数,xは距離を示す。D≫Daと仮定し通常の型のフィックFickの第1法則を得,さらに連続の式に入れて第2法則が導かれる。
ただしC,Caは繊維中で自由に動きうる染料種の濃度,および収着状態の染料種の濃度を表し,D,Daはそれぞれの拡散係数,xは距離を示す。D≫Daと仮定し通常の型のフィックFickの第1法則を得,さらに連続の式に入れて第2法則が導かれる。 これらの式を用いて,収着総量の時間変化,収着濃度分布の時間変化,あるいは定常状態の流れの変化を測定することにより,染料の繊維中での拡散係数を求めることができる。
これらの式を用いて,収着総量の時間変化,収着濃度分布の時間変化,あるいは定常状態の流れの変化を測定することにより,染料の繊維中での拡散係数を求めることができる。
(1)セルロース繊維 セルロース繊維は直接染料,ナフトール(アゾイック)染料,建染染料,反応染料で染色される。共有結合の形成が特徴である反応染料を除きセルロース繊維の染色の特色は直接性substantivityによる染着である。染料が直接性をもつための条件としては,染料分子の平面性,直線性,および長く延びた共役二重結合鎖を備えることなどが必要である。染浴中に食塩やボウ硝などの電解質を加えると染着が促進されるが,これは染料アニオンがセルロースに染着する際妨げとなるセルロースと染浴界面の負の表面電位を,過剰のナトリウムイオンが打ち消すためである。
(2)タンパク繊維 羊毛はα-アミノ酸の縮合によるポリペプチド鎖からできている両性電解質であり,染色の際の結合座席としてはアミノ基およびカルボキシル基が有効である。酸性染料の染料アニオンは陽に荷電した-N⁺H3に静電的に引きつけられ,さらに染料母体部分と繊維の疎水性部分とのファン・デル・ワールス結合により無機陰イオンよりはるかに強固に結合する。1:1型および1:2型金属錯塩染料も酸性染料と似た染着機構が考えられる。まったく逆に塩基性染料の染料カチオンは羊毛繊維のイオン化したカルボン酸基-COO⁻に静電的に結合して染着する。絹は羊毛と構成アミノ酸組成が違い塩基性基,酸性基が異なるが,原理的には羊毛と同じである。
(3)ポリアミド繊維 ポリアミド繊維には脂肪鎖-(CH2)-のほかに-COOH,-NH2,-NHCO-基を含むが,羊毛より疎水性であるため,-NH2,-COOHが解離している状態でそれぞれ酸性染料,塩基性染料の静電結合型の染着座席になる。また疎水性のため分散染料で染まり,その拡散はフィックFick型を示す。
(4)ポリエステル繊維 ポリエステル繊維は主鎖に芳香環を含み緻密(ちみつ)で疎水性が高く,また染浴中では高い負の界面電位を示す。セルロースアセテート同様分散染料で染めるが,染料は適当な大きさの分子量と有機概念図でいう無機性/有機性の値が必要である。あるいは染料分子が染着座席に近づきやすいように緻密な繊維構造をゆるめる必要があり,高温染色,キャリア染色が用いられる。分散染料の拡散係数は一般に10⁻13cm2/sの大きさだが,安息香酸をキャリアに使用すると100倍程度大となる。また染色速度に及ぼす温度効果は拡散の活性化エネルギーで評価されるが,ポリエステル-分散染料の系では30~50kcal/molと他繊維-他染料の場合より大きく,高温染色の有効性が裏づけられる。
(5)アクリル繊維 アクリル繊維には,酸性座席をもちカチオン染料で染色できるもの,および塩基性成分をもち酸性染料で染色できるものの2種類がある。ともに分散染料で染色できるが,染色性がよくないので使用は限定される。酸性座席をもつ繊維は,重合開始剤として用いる過硫酸塩により分子鎖末端にスルホン酸またはスルホン酸エステル基を人為的に入れたものである。したがってカチオン染料は酸性座席に静電的に吸着され,イオン交換機構が考えられる。
(6)ポリビニルアルコール繊維 ポリビニルアルコールを部分アセタール化したビニロンは,セルロース繊維と同様に-OH基を多く含むため,直接,塩基,分散,アゾイック,硫化,建染の各染料が用いられる。直接染料の吸着平衡はセルロースと同様で,また分散染料の吸着平衡はアセテートと同様に扱うことができ,染着機構は類似のものと推定される。
染色では望みの色相をむらなくできるだけ短時間で得ることがたいせつであり,そのため染色条件の選択と同時に,各種の界面活性剤,電解質,高分子化合物などを染浴に加える。これらを総称して染色助剤というが,目的,種類,使用法は多種多様である。染料水溶液が繊維に浸透し接触する必要があり,界面活性剤は浸透剤として働き繊維のぬれを促進する。これには起泡性の低い短鎖アルキルの界面活性剤が用いられる。分散染料は水に不溶または難溶の染料を浴中に微細均一に分散させる必要があるため,2~4μmの粒子径に調整した染料に分散剤としてたとえばアルキルナフタレンスルホン酸ホルマリン縮合物を20~40%混合して製品とする。染浴中に染色時の加熱による染料の凝集を防ぐ目的でさらに0.5~2.0g/lの陰イオンまたは非イオン界面活性剤を加える。染着座席の少ないアクリル繊維をカチオン染料で染色する際染料の移行が困難であるが,温度を上げると急速な染着が起こりむら染めになりやすい。このような場合は緩染剤として,C16~C18のアルキル基をもつ第4アンモニウム塩の陽イオン界面活性剤を染色助剤として加える。またポリエステル繊維の分散染料による染色では,キャリアとしてo-フェニルフェノール,安息香酸,ベンジルアルコール,ジフェニルなどの薬剤を繊維親和性を向上する目的で添加する。羊毛を酸性染料や1:2型含金属染料で染める場合に,染浴にベンジルアルコール,n-ブチルアルコールを染色助剤として加えて染色速度を増大させ,結果として低温で速く染色することができる(羊毛溶剤染色)。
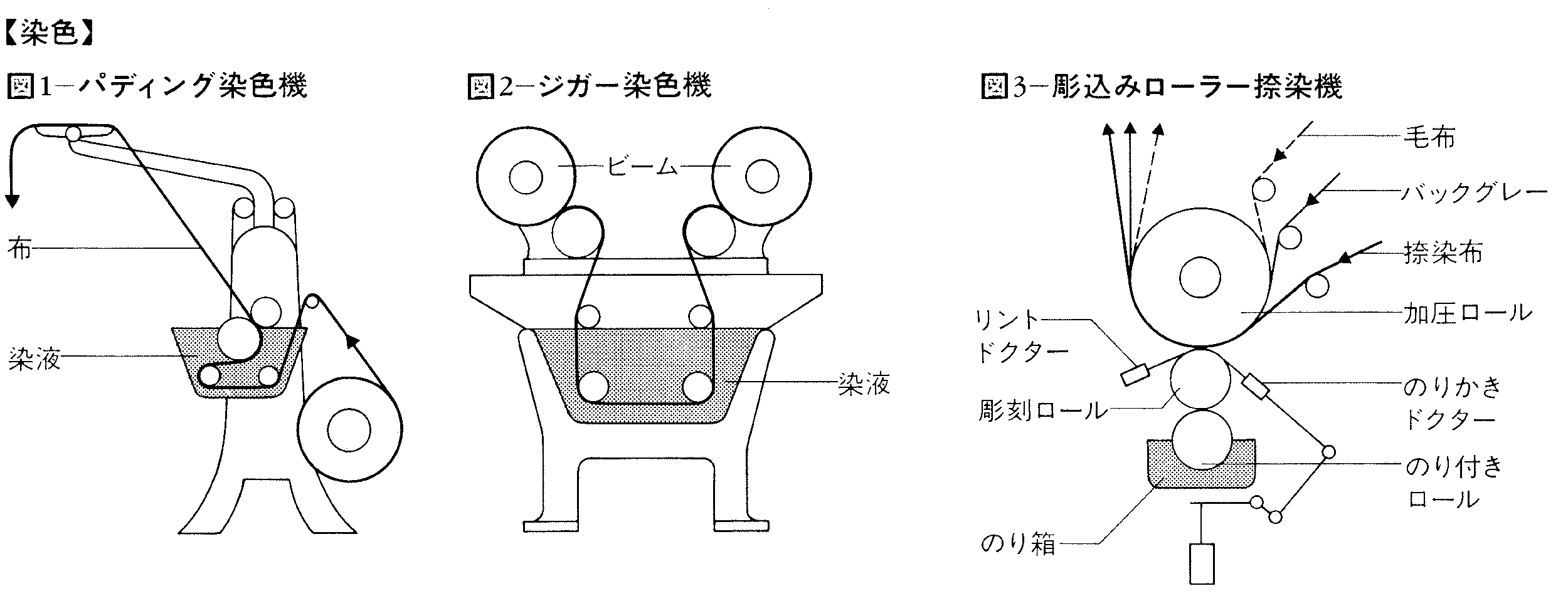
染色機械は被染物の形態すなわち繊維のまま,糸,織物などにより異なっている。また染色法にしたがい浸染機と捺染機,繊維の種類により木綿用,羊毛用,絹用,合成繊維用,混紡用などに分かれてくる。たとえば,毛糸の染色は染浴中で激しい操作を行うと縮絨(しゆくじゆう)が起きるので,液を循環させ渦巻が起こらないようくふうされている。布類の浸染には一般に多量の被染物を能率よく均一に染めるよう染色機械がつくられている。図1のパディング染色機,図2のジガー染色機などはその例で,材料により選ばれる。前者は1回の操作で染められ淡色染めに適し,後者は染色を終えてビームに巻きとられた染色布は逆転して2度染められ濃色染めに適する。捺染には彫込みローラー捺染機(図3)が用いられ,彫刻ロールは通常,銅製ロールに腐食法,直接彫刻,写真感光法等によって模様がつけられている。
→染料
執筆者:新井 吉衞
すでに弥生時代には織物の生産が始まっており,それを装飾するための染色も行われていたと考えられる。しかし,布片の遺物はあっても,今のところ繊維に対する染色の事実を証明するものはない。それが明らかになるのは古墳時代になってからだが,《魏志倭人伝》によると,魏の景初3年(239)倭の女王から男女10人と斑布2匹2丈が魏王に献じられ,魏王からは赤や青の錦や絹,小文様の紋染のフェルトをはじめ,金や刀や鏡,朱,鉛丹など多くの品物が倭の女王へ贈られ,それから4年後の正始4年(243)には再び倭王から倭錦や赤や青の絹等を貢物としたことが記されている。これらの記事によって,弥生時代後半には,すでにさまざまな錦や彩絹(いろぎぬ)がつくられていたことがわかるが,錦といえば,少なくとも2,3色の彩糸でなんらかの文様を織り出したものであろうし,また赤や青の絹も,それらの色に染めた絹と解される。そう考えると,これらの染色は無機染料による着彩ではなく,有機染料によって浸染されたものと考えられる。また斑布は,確言はできないが,魏から贈られた〈細斑華罽〉というフェルトの名称から推考すると,斑というのはおそらく小さな巻上げ絞の類を指していたのではないかと思われる。そう解釈すれば,簡単な絞という染色加工が行われていたことは明らかだし,さらに絹や毛など異なった性質の材料に適した染色のできる技術があったことも認めざるをえない。
4~5世紀の,文物を通じた流入だけでなく,《日本書紀》にも記されているように多数の技術者の渡来によって日本の工芸技術は著しい進歩を遂げたと考えられる。このことは染織品にもあてはまり,4世紀後半の前期古墳から出土している織物はほとんどが平織であるが,5世紀の中期古墳になると平織のほかに綾や錦が混じっていて,技術的な進歩が明らかにうかがえる。染色については,それらの裂(きれ)が鏡や冑に付着していたために,さびついて外見からは色相がまったく不明で,その状況を明確には知りえない。ただ奈良県五条市猫塚古墳出土の絹布の繊維断面を調査した結果,青と赤の色相が検出されたと報告されている。このことは繊維の中に染料が吸収されている事実を示すもので,有機染料の染液に糸を漬けて染めたことが確認されるわけである。青はおそらく藍と思われるが,藍を染めるには,まず発酵作用によって藍の色素を還元し,白藍(びやくらん)としなければならないという,かなりやっかいな技術を要するわけだから,染色に対する技術もこの時点では,渡来工人の指導によって格段の進歩を遂げていたと考えてよいであろう。
こうした染色技術の進展は,603年(推古11)に始まった冠位制の設定などを契機に,いっそうの発展をみたと考えられる。冠位制では,位によって異なる色相の絁(あしぎぬ)の冠を授けて身分の上下を示したが,この年制定の冠位十二階では紫,青,赤,黄,白,黒の6色が配されていた。また衣服の色も,冠と同じ色が用いられた。647年(大化3)には7色13階に,649年には19階に改められたが,平常は黒い絹でつくった鐙冠(つぼこうぶり)を用いるようになったので,冠の色と服の色との分離が起きた。服色は深紫(こきむらさき)を最高とし,淡紫,真緋(あけ),縹(はなだ),緑の順で,黒が最下位におかれていた。この色の順位は隋・唐の制を模したものであるが,664年(天智3)には26階に改められ,686年(天武14)には諸王以下12階,諸臣48階と定められた。天武天皇の改正では,最高位の諸王の服色は朱華(はねず)となり,臣下は深紫,浅(うす)紫,深緑,浅緑,深蒲萄(こきえび),浅蒲萄と定められた。朱華とは薄紅色のことで,蒲萄は赤みのかかった淡紫であるから,この改正では,従来最も高貴な色とされていた紫の代りに,薄紅が最高位となり,緋と縹が廃され,その代りにまた紫系統の色が加わり,色彩としては中間色の複雑な色相を示すこととなった。このことは色彩感覚の変化,進歩ともみられるが,同時に染色技術の一段の進展と考えられる。つまり同じ紫根という材料を使っても,それを明りょうに4色に染め分けえたのは,材料の選び方,染料の抽出の仕方,発色法などに差があったことを意味すると思われるからである。しかし,この服制は長く続かず,5年後の690年(持統4)には再び旧制に復し,最高位は黒紫,次に赤紫,緋,深緑,浅緑,深縹,浅縹の順になり,693年には無位の庶民は黄色衣を,さらに下層の民は皁衣(くりぞめのきぬ)を着用するように定められた。皁衣は橡(とち)や栗などタンニンを含んだ,いちばん手に入りやすい灌木の樹皮などで染めた焦茶色の衣を意味すると思われるが,庶民の黄色衣は,黄色の染料で染めたというよりは,その繊維材料が麻であったから,真っ白にさらさない状態を意味していたと考えられる。このような服制の制定は,一定の色相をつねに正しく染め上げることが必要であったから,染色技術は一段の進歩を遂げたと考えられる。この制度は染色史のうえでも看過できない意味をもっている。
一方,仏教の隆昌に伴って寺院の荘厳(しようごん)に染織品も利用されるようになり,刺繡(ししゆう)で仏像や仏の世界を表すことも行われた。622年(推古30)の《天寿国繡帳》はその一例で,わずかな断片として現存するにすぎないが,色糸の色相は淡黄,濃黄,真紅,淡緑,淡縹,紫,黒,白などを中心に10色以上に及んでいる。配色法も同系色の濃淡で表す繧繝(うんげん)調を応用し,また図形を鮮明にするために輪郭線を強い色彩の別色で繡(ぬ)い,効果的な表現をとるなど,その技術はかなり高いといえる。以上のように6世紀から7世紀前半における染色は,糸や裂を単色に染める技術において発達をみたが,文様を染め出す染加工もある程度なされていたと思われる。686年(朱鳥1)正月に,高市皇子に蓁摺(はりすり)の御衣3具,錦袴2具を賜ったという記録がある。この蓁摺とは榛(はんのき)の樹皮や実等から採取した染液を使って,文様を摺ったものと考えられる。摺りの方法は木に文様を彫った木版式のものか,あるいは渋紙に文様を切り透かして,上から刷毛で摺り込んだものか,明らかでない。しかしいずれにしても,染加工の方法として摺りがあったことは認められよう。
律令制下の染色は大蔵省の下にある織部司(おりべのつかさ)や宮内省に直属する内染司(うちのそめもののつかさ)の指揮,統制のもとに行われてきた。当時織部司の管轄にあった染色工人は緋染70戸,藍染33戸その内訳は大和国に29戸,近江国に4戸であった。これらの工人は公の労役に服する義務を免ぜられ,もっぱら染色に従事していた。この時代は,染色だけでなく,多くの器物や道具は官営工房で専門的につくられたから,その技術はいっそう向上し,また中国唐からの新しい技術の指導,習得も容易であったため,その進歩は著しかったと考えられる。その具体的な例を法隆寺や正倉院に保存されてきた遺品に見ることができる。正倉院御物のなかで染織品に関するものは大略次の四つに分けられる。その第1は聖武天皇の遺品の調度類で,屛風類が非常に多い。現在は40扇しか残っていないが,献物帳には6曲100畳があったと記され,このなかに 纈(きようけち)屛風が65畳,﨟纈(ろうけち)屛風が10畳記載されている。また屛風の袋には麻に摺文(すりもん)を置いたものが使われているし,箱の袋などにも﨟纈の裂が使われている。第2は752年(天平勝宝4)の大仏開眼の大法会に用いられた楽装束で,錦や綾,羅,紗,絹,絁,麻など種々の裂地が使われており,(夾)纈,﨟纈,纐纈(こうけち)で種々の文様を染め上げたものがみられる。第3は757年(天平宝字1)の聖武天皇一周忌斎会における仏殿荘厳の幡(ばん)の類で,錦や綾や羅,平絹が用いられ,纈や刺繡,彩絵などが施されているものがある。第4は東大寺造営に従事した人々に支給し,使用後返納されたもので,ほとんど麻の生地であるが,赤や黄,茶,紺などに染められたものもある。
纈(きようけち)屛風が65畳,﨟纈(ろうけち)屛風が10畳記載されている。また屛風の袋には麻に摺文(すりもん)を置いたものが使われているし,箱の袋などにも﨟纈の裂が使われている。第2は752年(天平勝宝4)の大仏開眼の大法会に用いられた楽装束で,錦や綾,羅,紗,絹,絁,麻など種々の裂地が使われており,(夾)纈,﨟纈,纐纈(こうけち)で種々の文様を染め上げたものがみられる。第3は757年(天平宝字1)の聖武天皇一周忌斎会における仏殿荘厳の幡(ばん)の類で,錦や綾や羅,平絹が用いられ,纈や刺繡,彩絵などが施されているものがある。第4は東大寺造営に従事した人々に支給し,使用後返納されたもので,ほとんど麻の生地であるが,赤や黄,茶,紺などに染められたものもある。
このように,当代には糸や裂を各色の無地に染める以外に,各種の文様染がすでに行われており,しかも,その技術はかなり高度であった。なかでも﨟纈,纈,纐纈の三つの文様染法は三纈(さんけち)と呼ばれ,当代の最も代表的な染法であった。﨟纈は蠟防染によって文様を染め出す方法で,当代の注目すべき特色は,手描きよりも押型がきわめて多いことである。この押型は遺品がないので明らかでないが,おそらくは木型にくふうを加えたものと考えられている。纈は文様を透彫(すかしぼり),あるいは半肉彫とした2枚の板の間に裂を畳み挟んで,これを固く締め,染液を注ぎ込んで染めたといわれている。﨟纈とは違った美しさをみせ,当代の最も特色ある染技法といえる。その正確な技法の解明はまだなされていない。纐纈は今の絞染で,目交(めゆい)ともいわれ,鹿の子絞ふうのものがほとんどである。後世の絞に比べると,目も大きく,つめて絞ることはほとんどないが,縫締めなどを含め,技法はおよそ9種類ある。このほか,文様を彫った版木に墨や顔料を塗り,その上へ裂を置いて,文様を摺りつけた摺文の方法もあった。また革染のなかには文様に切った紙を革の上に貼り付けて,地染をしたと思われる,後世俗に〈えんぶた〉といわれた方法と同様の技法もあり,纈の一法で,裂をいくつかに畳み,2枚の木の間に挟み,締め,その小端(こば)を染めて,段や襷(たすき)を染め出したものもみられる。以上のように奈良時代には文様染の基本的な技法がすでに行われ,その技術も高く,多くは唐の技法に学んだものであった。
平安時代の染色遺品はきわめて少なく,その実態はほとんどわからない。しかし《延喜式》には染色の制度,工程,染法,染料などのほか,装束の用布などがかなり詳しく記されており,この時代の染色を知る重要な手がかりとなっている。制度は前代の養老律令をほぼ踏襲しており,染色は主として,平安遷都に際して新設された中務省の内蔵寮(くらりよう)や縫殿寮(ぬいどのりよう)で処理されていたと思われる。縫殿寮の定員18人中には6人の染手が,また内蔵寮の作手定員33人のなかには,夾纈手2,﨟纈手2,繧繝手2,焼灰4,採黄櫨(きはじ)1,計11人もの染色技術者が含まれており,別に染手5人がこの寮に属していた。上納された諸国の調のなかにも緋や橡(つるばみ),縹,紺,黄,緑,纁(うすあか),皁(くろ)など,かなりの量の染絹や染糸が含まれている。また庸として,紅花,茜,黄蘗(きはだ),乾藍,橡などの染色材料が各地から出荷され,諸国における生産状況が知られる。諸国の交易品のなかにも,武蔵国の紫草3200斤,下総国の紫草2600斤,常陸国の紫草3800斤,近江国の刈安草500囲,信濃国の紫草2800斤,上野国の紫草2300斤,下野国の紫草1000斤,丹波国の赤絹550疋,刈安草500囲,出雲国の紫草100斤,長門国の胡粉20斤,緑青20斤,丹60斤,大宰府の紫草5600斤,茜2000斤などがみられ,染料植物の各地における栽培や色料産出の様子が知られる。
染色の工程については,一例をあげれば,二目纈(ゆはた)(一目絞の倍の大きさ)を1疋の布に絞るのに,長功(4~7月)は14日,中功(2,3,8,9月)は17日,短功(10~1月)は20日間で仕上げるというような規定となっていた。また染料については黄丹(おうに)綾1疋を染めるのに紅花大10斤8両,支子(くちなし)1斗2升,酢1斗,麩(ふ)5升,藁4囲,薪180斤とあり,羅1疋,糸1絇を染めるには紅花大2斤8両,支子3升,酢2升3合,麩2升,藁1囲,薪60斤と,材料の規定がされている。媒染の様子などもある程度わかるし,またその配合の仕方によって,種々の色相を染め出していることが知られる。記載されているおもな色相は,黄櫨,黄丹,紫,滅紫(けしむらさき),緋,蘇芳(すおう),蒲萄(えび),韓紅花(からくれない),退紅,支子,橡,赤白橡,青白橡,緑,青緑,縹,藍,白藍,黄の19種だが,紫や緋,蘇芳,支子,緑,縹,藍,黄などはいずれも濃(こき),中,浅(うすき)あるいは濃浅と濃淡の染分けをしているから,約36色ほどになり,かなり複雑な中間色の色相を表出していたわけである。染加工の方法についても榛摺(はりすり),青摺といわれる摺技法,纈,﨟纈,締切りによる段染,ぼかし染などが盛んに行われていたことを,諸処の記事の中に見いだすことができる。
11~12世紀の平安後期は,藤原氏一族を中心とする貴族たちによる国風文化の形成,発展期である。当代の工芸は,ゆるやかな曲線をもった簡潔な形姿,身近に親しんでいる自然の姿そのままの美しさを絵画的表現で文様とした,抒情的意匠を特色としている。色彩についても,個々の色相の明確な,強く華麗なものより,全体として微妙繊細な色の諧調をもたらす穏やかな調和美が喜ばれた。このような配色の美しさは,上層社会の女装に顕著にみられる。俗に十二単(じゆうにひとえ)などと呼ばれるように,何枚もの衣をかさねて着る習わしであり,また下に着るものほど大きく,袖口や裾では下から上へ階段的に少しずつ下の衣が見えるので,色相の異なる衣をかさねるときには美しい色のリズムが生まれてくる。このさまざまな色の重なりを襲色目(かさねのいろめ)といい,その色の組合せによって生まれた色彩のトーンに対して,それぞれ四季の花の名がつけられていた(色目)。また合色(あわせいろ)は,表地と裏地の配色を,季節の変化に応じて取り合わせたもので,それにもおのおの花の名がつけられていた。この時代は複雑な色相を加えていった点,またその色の取合せに優れた感覚を発揮した点において,著しい特色を示している。しかし,前代盛んであった茜染は廃れ,その代り紅染が盛行し,その濃色は禁色とされた。また紫の染色は,紫根の染法や発色にむずかしさがあったせいか,《延喜式》にはみられぬ藍と紅との交染による二藍(ふたあい)という色相を生じ,紫系統の色は二藍,蒲萄色,桔梗(ききよう),濃(こき)色,薄(うすき)色などと呼ばれるようになった。濃色ははじめ濃紅を指したが,12世紀ころから濃紫を意味するようになり,薄色は薄紫を示すに至った。さらに支子は赤みのある黄色に発色するところから,その濃染は山吹色と呼ばれ,皇太子の服色である黄丹に近いところから,珍重されたようだが,同じ黄でも青みを含んだ刈安の黄は,逆に好ましくない事柄の際に用いられるなど,色相による用途の変化を生ずるようになった。
このような微妙な色彩の変化が好まれた結果,染加工として裾濃(すそごう),村濃(むらごう)と呼ばれるぼかし染が盛行した。また絞染も結染(ゆいぞめ),括染(くくりぞめ)あるいは目結(めゆい),目染などと呼ばれ,引き続き行われたが,かつて盛んであった纈は姿をひそめてしまった。その代り摺染が下級者の文様表現として愛好され,それは後世に蛮絵(ばんえ)と呼ばれる技法に発展している。おもしろいのは牛飼いなど下級者の晴れの狩衣に,裏形というものが用いられたことである。裏形の実態は明らかでないが,おそらく裏に摺染をして,表に写ったおぼろげな形を文様効果としたものと思われる。なお金銀泥あるいは胡粉,朱などの顔料着彩の法や,金銀の薄板,青貝の薄片を張りつけ加飾する方法,墨流し染も行われていた。このように当代の染色は,新しい技術的な発展よりも,それまでの技術を整理し,日本人の感覚に合う色調や染法を進展させていったとみられる。
農業技術の発達により農作物生産はしだいに向上し,その種類も増加した。穀類や蔬菜だけでなく茶や桑や苧(からむし),藍,茜などの栽培も盛んになった。それらは領主への納税品であったが,各地の市場や京都,鎌倉などの都市の市でも売買された。桑の増産は養蚕を活発化し,絹織物の発達を促し,苧や藍や茜の増産は麻織物や染色の需要の広がりを物語っている。阿波絹,美濃八丈,常陸紬,紀伊縑(かとり),甲斐斑布,石見紬などが当時の市場で有名であった事実は,地方の特産物として盛んに生産されていたことを示すといえよう。鎌倉時代における生産技術の発展は技術の専門分化を促し,諸職の独立がみられるようになった。従来,手工業の生産は朝廷や公家貴族,社寺に直接結びついて租税の代りとしてなされるか,あるいは自家消費のためのものであり,利潤追求を目的としてつくられるというわけでは必ずしもなかった。また農業との兼業という形が一般的であったが,この時代に手工業生産が土地の産物となるに及んで,手工業生産を専門に行う職人の誕生となったのである。
染色に関しても,藍を染める紺屋(こうや)がいち早く独立し,その職人は紺搔き(こんかき)と呼ばれたが,続いて紅染,茜染もそれぞれ専業化するようになった。藍染に不可欠の石灰を専門に扱う紺灰の座が生まれたことも,染色業がかなり専門化したことを物語る。藍染が全国で行われていたことは,諸座のなかで紺座が全国にいちばん多いこと,また全国で藍が栽培され年貢とされていたことからもわかる。鎌倉の市場で売られていた商品のなかに〈猪熊の紺〉とあることから(《庭訓往来》),京都の藍染はことに名高かったと思われる。藍の盛行は,染色の堅牢さや実用性が武士の生活に合ったためであるが,濃紺色を褐(かち)と呼び,その音が勝に通ずるので武家に愛用されたともいわれている。この時代は前代に流行した濃淡の匂やぼかしの裾濃,村濃などの類は少なくなり,一般に濃厚な,はっきりした色調が好まれ,染色も濃色に特色をみせている。奈良春日大社に奉献された赤糸威大鎧(あかいとおどしおおよろい)の鮮明で燃えるように濃い緋色は,実状をよく示している。
鎧の製作に伴う革染の発達も,当代の染色として見逃せない。革染は奈良時代すでに発達をみたが,前代末以来の型紙を用いて摺込みをした,色入りの文様染が一段と発達し,細密な牡丹に唐獅子,あるいは火焰を背負った不動尊のような文様を見事に染め出している。この型染の発達は,日常の衣服である直垂(ひたたれ)などにも盛んに応用されたらしく,〈藍摺の直垂〉〈嶋摺の直垂〉というような記述が文献にみられる。〈秋野の摺りたる直垂〉などの記述もあり,すでにかなり自由な絵画的な文様の型染も行われていたと考えられる。また蛮絵と呼ばれた木型による摺染も盛んであった。東寺には大型の版木を用いた舞楽の蛮絵袍が残されている。さらにこの時代の絵巻物などに描かれた庶民の直垂小袴には,さまざまな文様がつけられており,文様染がかなり行われていたと思われる。鎌倉の市場で〈猪熊の紺〉とともに都の名物とされていたなかに〈六条の染物〉があるが,この〈染物〉は,そうした摺染等を含む文様染ではないかと考えられる。また中国との貿易が再び始まり,宋の文化や文物が盛んに輸入されたが,そのなかに蘇芳のあることが注目される。蘇芳は染料としてきわめて重宝で,その需要も強かったためといえよう。蘇芳が赤色の染色にかなり広く使われていたことは文献によっても知られる。
以上のように当代の染色は,前代の官営工房の廃止や経済機構の変化によって,染色技術者の独立がなされたとともに,特産商品として市場で売買されるようになったこと,武家の生活に即した藍や赤系統の染色がことに発達したと思われること,さらに文様染の萌芽が考えられ,しかもそれがかなり普及していたらしいことなどに特色をみせている。
前代以来の諸産業の発達に伴う手工業者の独立とその生産の増大は,室町時代になるといっそう著しくなり,彼らは職人として社会的に主要な地位を占めるようになった。このことは,各種の職人歌合によっても十分うかがわれる。そのなかで染色業として取り上げられている紺搔きは,前代に引き続き代表的なものであったといえる。手工業は都市ばかりでなく地方でも発達し,染織品では信濃の布や丹後の精好(せいごう),常陸の紬,加賀の絹,美濃の上品(じようぽん),上野の綿などが新しい商品として市場に登場してきた。和泉の酢と備後の酒は醸造業の興起としてとくに注目されているが,酢は染色とも無縁ではなく,諸産業の全般的な発達に伴って染色業も大いに進歩を遂げたと考えられる。たとえば加賀の梅染,遠江の茜染,播磨の搗染(かちぞめ)(紺染)などは,全国的な流通商品とはいえないが,梅染や茜染は上級武家の小袖や帷子(かたびら)に用いられたことが文献に記され,梅染の小袖帷子は加賀の守護富樫氏から例年公方(くぼう)に進上されており,品質的にも優れていたと思われる。播磨の搗染も飾磨(しかま)で染めたのが良品で,〈飾磨の搗染〉と和歌に詠まれるほどであった。その他,当時の上級武家の小袖などには紫,萌葱(もえぎ),茶染などの記載がみえ,また腰明けの小袖などともあるが,これは〆切による染分けと推考される。〈かうまき〉とか〈ひょうもん〉と呼ばれる染物のあったことも文献に出るが,実態は今のところ明らかでない。しかし,両者とも何色かを染分けした派手なものと推測され,いずれも許しがなければ普通には着用できぬものとなっていたので,染分けなどはかなり特殊なものであったと思われる。また束帯の袍を〈ふしかね染〉にしたことも《桃花蘂葉(とうかずいよう)》にみえるが,これは〈ふし〉つまり五倍子(ふし)の〈かね〉の意味で,黒染が鉄媒染によってなされていたことを物語っている。媒染剤としての鉄の使用は古くにさかのぼると考えられるが,その技術にまでふれた記録としては,これが最古と思われる。
染色加工として,金銀摺箔の盛行も当代の大きな特色といえよう。1392年(元中9・明徳3)8月の相国寺法堂供養に出掛けた足利義満の行列には40人の警護の武士がみな金銀箔で加飾した直垂に白鞘の太刀を佩(は)いていたと記されているし,また1430年(永享2)7月に行われた将軍足利義教の拝賀の行列には,随兵に従う下士までが紺地に銀箔の紋を置いた直垂を着用していたと記されている。このように金銀の箔置きが盛んであったことは,型紙の利用が行われていたことを示し,大紋や素襖につけられた家紋の染にも型摺が応用されていたことは間違いないと考えられる。
織田信長がほぼ天下を統一するころ,染織はすばらしい華を咲かせた。それは色彩の明るさや絢爛(けんらん)さ,意匠の斬新さ,自由さにおいて,他の追随を許さぬものであった。それは長い戦乱から解放された喜びや,新しい時代の清新な気分,海外との交流による旺盛な社会的活力などの時代精神の反映であるが,その期間の短さにもかかわらず,画然とした特色をもっている。それはまた,一つの完成であると同時に,次代への発展の要素を多く蔵していた点にも大きな意味があった。このような桃山期染織の発展に大きな役割を果たしたものが二つある。一つは社会の上下を通じて中心的服飾となった小袖の成立であり,いま一つは対外貿易によってもたらされた新知識であった。
平安中期以後,長く女装の主流をなしたのは,十二単に代表される襲(かさね)装束であった。そこでは重なり合う衣のつくりだす複雑な襞(ひだ)の線や,錯綜する色彩のリズムに美の基調がおかれており,文様は従であった。したがって,その文様は比較的小さく,類型化されたものであった。しかも色目や文様は地位や身分を示すもので,文様の自由さはなかった。しかし時代の変化に伴い,この装束における上下2部の基本形式も,襲は薄くしだいに簡略化され,室町時代を迎えて袴を脱するに至り,従来内衣であった小袖が脚光をあびることになったのである。一方,袖口の小さな,つい丈の衣はすでに早くから庶民の衣服として用いられていたが,応仁の乱を境に社会の上下を通じて用いられるようになり,小袖という新しい様式の衣服を生みだした。装束の内衣であった小袖は,下着としての性質上,白無地が基本であったが,庶民のそれはすでに上着であったから,絞りや繡いや摺りなどを用いて簡単な文様を付けていたと考えられる。したがって,小袖が社会の中心的服飾となるにあたっては,庶民服としての小袖の文様や表現技法を土台として,さらに美しく装うべく新展開を遂げる。
諸外国との貿易でもたらされた染織品と新技術は,当代染織に影響を与えた。中国からは前代以来,錦や金襴,緞子,間道(かんとう)などが多数舶載され,室町末期にはポルトガルなどの貿易船によって,インドの更紗やインドシナ半島あるいはインドネシア地域の縞織物,さらにヨーロッパの羅紗やビロードなどの珍貴な染織品が輸入された。またこれらの染織品とともに渡来した工人,あるいはそれを学んだ日本の工人たちによって,早くも天文(1532-55)ころには博多織が,天正(1573-91)ころには金襴や錦,唐織が製作されるに至った。当代の染色として特筆されるべき第1は,多彩に染め分けられた糸によって自由な文様表現を行った刺繡である。前代の有職文様の羈絆から脱した小袖の文様に刺繡はまっさきにとり入れられ,身近な素材を具象的に表現した。桃山繡は椿,薄(すすき),短冊,波に貝などを思うままに組み合わせて,奔放なまでに思いきった構成を特色としている。また花や葉を随所で断ち切って,色を換える独特の手法は,明らかに明代の刺繡に学んだものである。またこの刺繡に金銀の摺箔を併用した繡箔(ぬいはく)は,桃山染織の絢爛豪華さの象徴といえる。
一方,その独特の瀟洒(しようしや)な美しさをもって当代を風靡(ふうび)したのが,絞染の一法である辻が花染であった。辻が花染は今日遺品のうえで考えられるかぎり,およそ室町時代の中ごろにその素朴な姿を現し,わずかな間に非常に精緻なものに発達して,当代の染色に大きな足跡を残しながら,江戸時代初期には卒然としてその姿を消してしまう。もともと絞染の技法は奈良時代以来絶えることなく行われ,広く武家や庶民の服飾の中に生きてきた。その技法は比較的簡単なために,一般的な文様表現として長くかつ広く多くの人々に利用されてきたと考えられる。新しい小袖の文様表現が,同様に比較的素朴な技法である刺繡とともに,まず絞染によってなされたことは,当然といえよう。本来,辻が花染は絞染の一法で,文様部分を縫い絞ることによって防染し,藍などに漬けて地染をしたものである。つまり,染め上がりは,地色の中に文様が白く残ることになり,遺品のなかでも初期に属するものはこの類であり,きわめて素朴なものであった。後になると,それに描絵(かきえ)や摺箔や刺繡を加えて,いっそう複雑なものに発展していった。文様の輪郭線を描き起こし,くまやぼかしを加えることは,絞染の特性である染足を整え,かねて文様を明確にするためであったが,やがてそれは白く染め抜いた部分にも絞文様とは関係なく,黒一色の細い線で絵文様を描き,均衡のとれた独自の美を生み出したのである。また,たとえば太閤秀吉所用と伝える〈桐矢襖文辻が花染胴服〉(重要文化財)における桐の文様は,縫い絞った部分をそれぞれの色に染め分けており,つまみ染の技法によって部分的な染色をなしたものと考えられる。このような変化は,辻が花染が従来の単なる絞染の範疇(はんちゆう)から脱して,新しい文様染の一分野として新生面を開いたものといえ,この文様染の出現こそ当代の最も大きな意義の一つといえる。それはまた当代の染色が多彩な絵文様への道を求めていった一つの表れといえるのであるが,描絵の発達はやがて絞とその主従の関係を逆転するようになり,次の時代の友禅染のような,華やかな文様染を予測するものとなっていった。
江戸時代は染織史上,奈良時代に匹敵する黄金期であった。それは前代における中国や南蛮貿易によってもたらされた新しい文化や技術を基に技術的,意匠的にもめざましい進歩と発展を遂げた。しかもそれは,平穏な社会における庶民文化の一つとして開花した点に特色がある。さらに,当代の意匠・技術は今日の染織界にも受け継がれ,新しい染織の創造の母体ともなっている。江戸時代の染色で第1に挙げなければならないのは友禅染に代表される文様染であり,第2には小紋や中形(ちゆうがた)によって代表される型染の著しい発達である。それらの技術的発展の背後にある要因として,前述のように小袖が広く社会の主要な服装となったことが挙げられる。つまり一枚着の小袖では,それ自体の加飾によって服飾美を完成させるものであり,また実用上からも感覚的にも,重厚な織物より軽快な染物がよりふさわしかったのである。江戸時代の染色の大部分は小袖の装飾を中心に展開したといえる。
江戸時代初期には絞染を中心に文様加工は展開するが,元禄(1688-1704)を境に急に各種文様染が出現し,以後絢爛たる文様染が世を風靡することになった。友禅染の名称の初出は,1686年(貞享3)版《源氏ひながた》で,茶屋染とか更紗染,加賀染など27種の染物の名称が記載されている。88年には《都今様友禅ひいながた》と題する衣裳雛形4冊が刊行され,続いて92年(元禄5)には扶桑扇工友禅の奥付のある《余情雛形》が出版されたほか,友禅あるいは友禅染と注記された雛形も多数みられるようになるので,友禅染が短時日の間に大流行したことがわかる。《都今様友禅ひいながた》の序文に〈鹿子,縫箔,正平,吉なかの染分の昔に変らずして当世を好むたよりにならず,爰(ここ)に宮崎氏友禅という人有りて,絵にたくみなる事いうに計(はかり)なく,古風の賤しからぬを含みて,今様の香車(きやしや)な物数寄(ものずき)にかない……〉とあり,その衣裳図案が時の嗜好にかなったことにあったようである。また,友禅染は優秀なデザインが売物であっただけでなく,染色技術にも特徴があったようである。《友禅ひいながた》の凡例には〈絵の具水にいりておちず,何絹にかきても和(やわらか)也〉,また〈紅絹のうへには絵具浸みて書かれざるを今新に絵具を以て書也〉と特筆されているから,染料や色止めに工夫があったと思われる。しかし,必ずしもその初めから新しい技法を売り出したものではなく,在来の技法の優秀なものを活用して,時代に応ずる染衣裳を創造したとみるべきで,その後も幾多の改良,工夫が加えられてきた。この伝統は明治になっても受け継がれ,写糊(うつしのり)(染料に糊をまぜた色糊を生地に塗り,これを蒸したのち水洗し染める)の発明,無線友禅,石版友禅の発達となり,またモスリン,ビロードにも応用され,さらに機械捺染も行われるようになった。
江戸期には友禅染のほかに,吉半(よしなか)染あるいは小色染,加賀染といわれる,友禅染同様の細かい彩色法による染めや,正平染といわれた油絵具による染め,光悦染と呼ばれた蠟染などさまざまな技法があり,それらが技を競っていたが,いつの間にか影をひそめてしまったなかで,型染の小紋や中形は友禅とともに今日まで続いている。型紙を用いて,糊置きをする方法はいつごろ始まったか明らかでないが,遺品から類推すると,ほぼ室町時代末には行われていたようである。日光東照宮所蔵の胴服や徳川美術館所蔵の裃(かみしも),上杉神社所蔵の上杉謙信所用と伝える帷子などは,いずれも室町末~桃山期の小紋の遺品で,徳川美術館蔵の文様帷子などは両面糊置きの中形として注目すべきものであり,技術的な発達を示している。江戸時代になり,武家の公服である裃に小紋を用いることが多くなり,また小紋の持味が江戸の粋好みの女性に愛好されて,いっそうの発展を遂げたのである。中形の類も浴衣や布団などに広く用いられ,各地の紺屋でも染められて,庶民の染色として非常な発展をみせた。型染は一つの型で何反もの生地を染めることができ,価格も大衆的であった。したがって,そこには江戸時代の庶民の生活感情や美意識がよく反映されているといえよう。小紋や中形以外にも,型を利用したものは多く,友禅染のなかにも中期以後には型を応用したものが多数含まれており,型染の発達の大きかったことを物語っている。
庶民の衣料の染物でもう一つ重要なのは絞染である。縫絞の辻が花染に続いて結鹿の子(ゆいかのこ)が江戸前期に盛行した。それは高価でぜいたくな染物の代表とされ,奢侈(しやし)禁止令の槍玉にしばしばあげられた。しかし結鹿の子に対するあこがれは強く,富裕な町人の婚礼などには欠くことのできぬものとして,総鹿の子の振袖や打掛がつくられてきた。江戸後期には鹿の子の愛好がより底辺にまで広がり,歌舞伎の舞台衣裳から半四郎鹿の子という浅葱麻の葉文様の鹿の子の流行なども生じた。流行は地方にも波及し,京都の絹布の絞に対して,木綿の絞が出現した。そのなかで最も生産が盛んで広く世に知られたのが,尾州の有松絞であった。有松絞の年譜によれば寛永年間(1624-44)に紅や紫の色染絞が始められ,延宝年間(1673-81)には大名絞,杢目絞,手綱絞などの技法を組み合わせた文様絞が考案され,文化年間(1804-18)には養老絞や筋絞,新しい手綱絞の工夫,1850年(嘉永3)には鈴木金蔵によって養老影絞,竹田利三郎により白影(しらかげ)絞が考案されるなど,めざましい発展を遂げた。これらは有松の店頭でおもに売られたが,隣の鳴海(なるみ)の宿場でも販売されたため,鳴海絞とも呼ばれた。
1856年W.H.パーキンによって合成染料が発明され,まもなく工業生産が開始されるが,日本には早くも62年(文久2)ころ輸入され,京都や桐生で試用されたようである。しかし,合成染料が積極的に日本で研究されはじめたのは68年(明治1)10月大阪に,70年12月に京都に舎密(せいみ)局が開設されてからである。舎密とはドイツ語のChemie(化学)を英語風に読んで当て字をしたもので,理化学研究の機関であった。京都の舎密局は75年,合成染料による染色の実技を教える染殿を併置し,その講習を始めた。当時扱われた合成染料は紫粉(メチルバイオレット),紅粉(マゼンタ),紺粉(ソルブルブルー)にすぎなかったが,天然染料に比べて扱いがはるかに容易であったから,しだいに利用者が増え,また染料の種類も増加していった。合成染料を利用して色糊をつくり,それを型友禅に応用したのが広瀬治助(通称,備治)で,これによった友禅を加茂川染あるいは加茂川友禅と呼んだ。78年には西村総左衛門(千総,1855-1935)によって,ビロードの上に友禅染を行ったビロード友禅が世に出た。こうした新しい技術の開発は,内国勧業博覧会や万国博覧会に出品され,染色界を大いに刺激し,新技術の工夫や新分野の開拓をつぎつぎとみることになり,近代染色の道を開いていったのである。
→織物 →草木染 →更紗
執筆者:北村 哲郎
古代・中世の染色業には不明なところが多いが,すでにギリシア人,ローマ人はプルプラ貝,アカネ,阿仙薬(カテキュー)などの動植物性天然染料を知っていた。その使用法はおそらく,中国,インド,小アジア地方から伝来したものであろう。民族移動期に,染色知識は大半失われるが,中世にアラブと十字軍兵士によって再びヨーロッパに伝えられ,地中海沿岸,イタリア半島から各地に広がったといわれる。
染色工は一般に,染める色の種類により,黒染工と色染工(青染工,赤染工など)に分けられた。黒染工は主として亜麻布を緑礬(りよくばん)(硫酸鉄)の沸騰した溶液に浸して染色し,青染工は糸や布地をエルフルト産のタイセイ(大青)やインド産の藍(インディゴ)で染め,空中にさらした。赤染工はシュレジエン産の茜などの染料を用いた。媒染剤としては没食子,ミョウバン,酒石が好まれた。染料や媒染剤は高価な輸入品であり,染色技術は高度化し,営業上の秘密となった。
中世織物業の中心地フランドルでは,良質のイングランド産羊毛をもとに優れた織布が製造され,染色と艶出しによる仕上げはとくに秀でていた。ここでは13世紀に早くも問屋制度が発達し,織元が羊毛や染料などを仕入れ,完成品を販売した。紡績女工,織布工,梳毛(そもう)女工は,織元に従属的であったが,染色工は,縮絨工,剪毛工とともに比較的自立性を保った。14世紀後半以降,イングランド産羊毛の輸出禁止に伴う本来の織布業の衰退後も,半製品の仕上げが依頼され,染色業の繁栄は続いた。イタリアのフィレンツェでも,染料は市政上でも有力だった羊毛ギルドが輸入し,織元から染色工に渡された。やがて染色工は,1378年の梳毛工など下層労働者のチョンピの乱を利用して,独立のギルドを結成した。ドイツでは織布業に比して染色業が立ち遅れた。ケルンなど若干の都市を除いて染色工は少数にとどまり,しばしば織工ギルドや都市当局の建設した染色所で作業した。16世紀にフランドルから亡命したカルバン派教徒が新技術を伝え,染色業に飛躍がみられた。19世紀の合成染料の開発は,染色工の生活に大きな変化をもたらすこととなった。
執筆者:小倉 欣一
合成化学染料と機械化された染色技術を用いるヨーロッパの繊維製品の流入によって,19世紀以降,中東の伝統的な染色技術は衰えたといえるが,かつては14世紀の歴史家イブン・ハルドゥーンが基礎的な技術の一つと賞してやまなかった織物技術とならんで,重要な技術の一つに数えられていた。その代表的な技術は二つある。第1は捺染である。これは花文様,アラベスク,唐草文などの文様を彫刻した木型を用いて染料と媒染剤を布地に押捺していくもので,この加工によってできたプリント布地を更紗という。第2は糸染めである。これは土製のかまどに鋳物やシンチュウ(真鍮)の染釜をのせ,染料を溶かして煮沸させる方法(煮染)と,藍瓶を使う冷し染とがある。染めが終わったあとは糸の桛(かせ)を丸太にかけて干して乾燥させる。近代以前は現在のように上下水道の設備が整っていなかったので,仕事の性質上,多量の水を必要とする染色工の仕事場,工房は川の近くか,水の便に都合のよい運河付近につくられた。イランのイスファハーンのザーヤンデルード川に近いバーザール(市)の工房群がそのよい例である。染めの仕事は,基本的には顧客(これには織工も当然のことながら入る)の注文を待って始めるのがふつうである。規模は1人の男が黙々と仕事を行う零細な家内工業的なものから,5~6人の労働者を雇った工場タイプのものまで,さまざまなものがある。
染料は現在は合成化学染料が主流になってしまったが,昔は多くの自然染料が使われていた。代表的なものを挙げれば,赤色系のコチニール,茜(絨毯のトルコ・レッドとして知られ,十字軍時代にヨーロッパに伝播した),黄色系のサフラン(10世紀スペインに伝えられた),青色系のインディゴ,緑色系のクロウメモドキ属の植物,茶・黒色系のクルミの緑皮などがある。媒染剤はミョウバン,尿などを用いる。また,染色との関連で中東社会の色彩観について述べれば,緑色のターバンは預言者ムハンマドの末裔だけが使える高貴な色とされ,黒はアッバース朝の一族や役人,白はシーア派に重んぜられたというような識別があり,これらが厳格に守られているとはいいがたいが,いちおう基準となっている。
→織工
執筆者:坂本 勉
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
染料を用いて物に色素を浸透、定着させることで、これは顔料を媒剤(ミディアム)によって物の表面に付着させることといちおう区別して考えられる。しかし、染色といわれているもののなかにも顔料やまたは染料を顔料のように扱って塗ったり摺(す)ったりプリントしたものは多く、染め・塗りといっても、その境界点の近くでは両者の区別は判然としないところもある。
[山辺知行]
人類が非常に古い時代から色に関して強い関心をもっていたことは、今日、未開民族の間における色彩への強い嗜好(しこう)性をみれば明らかなことであろう。これは、彼らの環境における外界の刺激または彼らの内にあるものを外へ表そうという無意識的な強い創造への衝動と、また一方では可視的あるいは不可視的な敵に対して自己を守ろうという目的をもっている。このためには彼らは、各自の部族の色、家族の色、さらに信仰的ないし呪(のろ)い的な意味をもつ色を決め、色彩それ自身はもちろんのこと、その材料にまで厳しい使用上の制約を設ける。
色を求めて最初に扱われるのは、自然の産物をなんらの加工も加えずに用いることであろう。木の葉、花、羽毛、獣毛皮、貝、石など、なんでも色のあるものを身につける。
次に用いられるのが顔料(ピグメント)で、これは多く鉱物、石灰、泥(黄土(おうど)・丹土(につち))が粉末にして用いられた。まず肉体を直接それらで彩ることが行われ、やがて、これで衣料に色をつけたりすることが始まると、光線には強いが、着用するうえには水や湿気などに弱いこれらの顔料に対して、接着用の媒剤が考えられ、やがて染料の使用が始まり、まず水に溶解する染料を直接的に染め付ける直接染料substantive dyesから発酵染料(建染め染料)vat dyes、そして媒染染料mordant dyesにまで進展していく。
染料の使用に関しては、前に述べた美的な創造性、信仰的ないし呪術(じゅじゅつ)的な色のもつ象徴性のほかに、直接薬物的な効果ということも考えられる。また、こういう染め色に関する考え方は、非常に古い未開の時代から今日までなんらかの形でわれわれのなかに生きている。今日、われわれが美しい色や模様を好むことはいうまでもないが、黒を喪の色とし、赤い色を若さの象徴と考え、紺染めの手甲(てっこう)や脚絆(きゃはん)がマムシよけになるとか、幼児の産着をノミのつかないためにと欝金(うこん)染めにするとかいう習慣もあった。大別して無地染めと模様染めとする。
[山辺知行]
無地染めは布または糸を一色に染めることで、これは染色の技術としてはむらなく染めるというだけのことで、それよりも、まず、いかに色を出すかということが問題である。とくに化学染料のように染料をあらかじめ調合して所望の色を出すことのできない天然染料では、たとえば藍(あい)と黄という二つ以上の色をあわせて緑をつくる場合には、一度下染めをして、その上に他の色をさらに上(うわ)がけしなければならないし、一つの色でも染料に浸す回数、すなわち浴数によって色の濃淡の差が出てくるので、色をあわせることはむずかしい。天然染料を用いるとき、所望の濃度をつくる場合、日本でも紫や茜(あかね)、紅(べに)、藍などの濃色を得るためには、十数回から数十回の浴染が行われた。ことに染色技術の進んでいない時代や場所では想像に絶するほどの時間がこれに費やされた。バリ島のテンガナンでは濃褐色に仕上げるのに5年かかったといい、東フロレスでは10年もかかったという。北スマトラのバタック人の木綿(もめん)布は藍染めでさえ1年から2年を要したといわれる。このようにして薄色を何度も重ねて染めたところに暖かみと厚みのある天然染料独特の色合いが生まれたのであって、天然染料の色のよさの一つが、ただそれを用いたというだけでなく、これをいかに扱うかという点に大きな原因があるのはいうまでもないことである。
[山辺知行]
以上の無地染めに対して、模様染めは染料を用いて布の上に模様を染め表していくので、これには生地(きじ)の上へ直接色を塗っていく描(か)き絵と、これを染料に浸して模様を表す場合とがある。
描き絵というのはもっとも簡単な模様染めで、布面に絵を描くのと同じで、素朴なものには顔料や植物の汁などで、人体を彩るのと同様に布面を彩色したにすぎないものもある。これが進んで顔料もしくは顔料的に扱われた染料を用いたものに、たとえばプレ・インカの描き絵染めや、正倉院の染織品にみられる描き絵などがある。インドの描き更紗(さらさ)などはこれがさらに進んだ形で、一部に防染による浸染の用いられている場合もある。日本の辻(つじ)が花染めにも、墨や朱などによる描き絵がみられるし、友禅染めの一部にも行われることがある。また、著名な画家が着物や帯に墨絵で模様を描いたり、また、墨のなかへ豆汁(ごじる)を摺り込んだ豆描き友禅といったものもこの一部であろう。また布面へ直接色をつけるものにプリント染めや型摺り、摺絵(すりえ)、墨流しなどもある。
これに対して浸染によって模様を表す場合は、それが単色の場合も多色の場合も、布面の一部に染料の浸透を抑制する防染が施されなければならない。ここに、どのような防染法を用いるかということで、種々の模様染めの方法が分かれてくる。
[山辺知行]
布面の一部を覆い、縛る、挟むなどの方法で押さえて防染するもので、もっとも一般的なものに絞りがある。
絞りは模様染めの技術としてもっとも古い歴史をもっており、世界の各地方で行われてきた。それは極言すると、オセアニアを除いて世界の各地に分布しているといってよい。とくに東洋のインド、インドネシアの絞りは著名で、今日一般に学術用語として用いられているプランギplangi(マライ語)やトリティックtritik(ジャワ)、バンダナbandhana(インド)はそれぞれの地方のものである。インドの絞りは木綿または絹に精細なつまみ絞りと縫い締めによる多色な花模様やインディアン・パイン(ペイズリー)などの模様を表したものが多い。インドネシアは各島々によって材料も技法も異なるが、スマトラ、バリ島の絹絞りでは、中央を大きく無地に絞って周縁部に縫い絞りの模様を配したスレンダン(掛け布)、ジャワ、セレベスの木綿絞りなどが知られている。アフリカにも毛織物や木綿の絞りに民俗的な素朴な力強さをみせたものが多い。アメリカ大陸では、メキシコ、グアテマラ、アルゼンチンなどにもあるが、古くプレ・インカ時代のペルーの絞りは、強撚糸(きょうねんし)で織った弾力のある木綿を石垣(いしがき)のように詰めて絞ったもので、他に類例のない珍しいものである。日本の絞りは、おそらく古く中国からその技術を学んだものであろうが、中国の絞りが現在では主として華南方面の民俗的なものになっているほか、俗に蒙古氈(もうこせん)といわれるフェルトの絞りなどにみるような大柄な単純なものが多いのに対して、非常に多様なものに発展している。上代染色の纐纈(こうけち)から平安・鎌倉時代を経て室町時代のなかばごろから現れた辻が花染めの精巧な絞りは、さらに江戸時代に入ると、いわゆる京匹田(ひった)系統の精細なものとなった。一方、鳴海(なるみ)、有松(ありまつ)(名古屋)に行われた庶民的な木綿絞りにも三浦・くも・巻き上げ・羅仙(らせん)・帽子などのくくり絞り、養老・杢目(もくめ)・白影(しらかげ)などの縫い締めなど、基本的なものだけでも数十種にわたる技法が行われている。
板や木片を用いてその間に布を挟んで染める板締め染めと同じものには、古く中国から日本に伝来したきょう纈(きょうけち)がある。多色な板締め染めとして、その技術の細部は現在不明であるが、中国で後世まで行われた技法に、文様を透彫りした2枚の木型の間へ裂(きれ)を挟んで、多色の染料を通して染める方法があり、あるいはこれと関連があるのではないかと考えられる。日本の板締め染めは、その後、板を多く用いてその間へ裂地をジグザグに挟み締めて染める技術が発達したが、これは大正時代で終わっている。現在は有松地方で雪花(せっか)絞りといわれる、裂を細かく折り畳んで両側から2枚の木片を当てて締めて染めることが行われているだけである。
絞りは元来染め色と生地のもつ自然色で模様が染め出されるものであるが、これが多色で行われる場合、1色ごとに絞りのくくりを一部解いて数色を染めることが行われる。逆に1液染めた部分に絞りを加えていくこともある。ただし、あまり色数が多くなると重なった部分の色が濁ってくるので、3色ぐらいを限度とし、それ以上の場合は部分的に抓(つま)み染めするか、または一度染めた部分を大きく覆いくくって染めることが行われる。浸染のかわりに彩色を加えることもあるが、あまり技巧的になりすぎるとかえって絞りの本来の味が失われることもある。
[山辺知行]
防染法としてもっとも広い技術の幅をもつもので、生地の上へ蝋(ろう)、糊(のり)、泥土、ゴムなどの染料の浸透を防ぐ物質を接着して、これによって模様を表すもので、この防染の施し方によって手描きと型染めに分かれる。(1)蝋防染 いわゆる﨟纈(ろうけち)で、バティックbatikというのはこの技術の本場ともいわれるジャワのことばである。バティックの行われている地方は、インドネシアではジャワのほか南部スマトラ、セレベスなどで、インド、海南島、華南、中近東のボハラ地方、アフリカの西部などでも行われている。熱を加えて溶解した蝋を用いて布面に模様を描くのに、ジャワではチャンチンtjantingという細い口のついたパイプ状の器具へ蝋を入れてこれを傾けて線を描き、インドでは細い鉄の串(くし)のようなものへ人毛やアロエの繊維を巻き付けたものへ蝋を浸(し)ませて描く。ジャワでは19世紀の中ごろからチャップtjapという銅版を用いたプリントの方法が行われ、安い大量ものは、多くこれによってなされるようになった。
日本の蝋染めは、奈良時代に中国から伝えられたもので、今日正倉院の染織品にこれをみることができるが、蝋は手描きでなく、型(おそらくは木製)を用いてスタンプ式に押捺(おうなつ)されている。その後この技術はいつしか行われなくなり、明治時代に入ってふたたびジャワの更紗などによって技術が復活して今日に至っている。
(2)糊防染 米の糊を主剤としてこれによって模様を描いて防染するもので、世界的にみると、蝋ほど行われていない。ジャワの一部で古く行われたほか、各地の民俗のなかに、たとえばヨーロッパではスイス、チェコスロバキアなどに木版を用いて綿布、麻布などに糊(ここでは小麦糊)を置いた藍染めが残っていたが、今日はほとんどみられない。
糊防染が極度に発達したのは日本(沖縄を含む)で、だいたい中世末ごろから盛んに行われ始め、最初は型紙に模様を彫り抜いたものを用いて篦(へら)で糊を置いた小紋染めが行われていたのが、江戸時代の前期から中期初頭にかけ、細い糊の線を手描きにして模様を描き、これに染料や顔料を塗って彩色を加えていく友禅染めが始まって日本独特の糊防染の染色が完成された。琉球(りゅうきゅう)の紅型(びんがた)染めは、小紋系の型染めと友禅染めの塗り染めとが一つになったようなもので、型による絵模様としてその華麗な彩色とともに独特の美しさをもっている。重要無形文化財に指定された芹沢銈介(せりざわけいすけ)の型絵染めは、その紅型の技術をさらに日本的な絵模様染めに発展させたものである。型染めでは、このほかに小紋よりやや模様の大柄な中形(ちゅうがた)がある。これは江戸時代に庶民の浴衣(ゆかた)に用いられた木綿布に藍染めしたものだが、夏に単衣(ひとえ)で着るもので、表裏から糊を置いて染めてある。庶民の夏衣に対して武家の女性の用いた茶屋染めは、上質のチョマ布に手描きで精細な模様を糊置きして藍染めしたもので、糊防染の染色のなかでも、もっとも時間と労力のかかったものであろうといわれる。
友禅染めも小紋染めも中形染めも、明治中期以後は、もっぱら化学染料が用いられ、友禅の糊も最近は生ゴムを用いることも行われている。しかし、その反面、伝統的な天然染料を用いたものも一部ではあるが行われており、限られた人たちの間で愛好されている。
プリント染めについては、描き絵染めのところで触れたように、インドにおける更紗に、描き更紗とプリント更紗があり、この両者が併用され(模様の線をプリントして手彩色を加えるというように)、さらにこれに蝋の防染を加えたものもある。プリントは、凸版の木型により、これを部分的に用いて模様が構成されていく。現在イランで行われているものは、その大半がこのブロック更紗である。更紗はさらに18世紀ごろヨーロッパに入ってフランス、オランダあたりで銅版を用いたかなり精巧なプリント更紗がつくられている。江戸後期に南蛮船によって日本に輸入されたものにはこの種のものが多い。
日本で行われた木型を用いたプリントは、奈良時代の摺絵の技術の系統で、のちに蛮絵の摺り紋などに残っていったが、近世のものは型紙を用いて布面に直接染料を施すことが行われている。しかし、これがもっとも効果的に用いられるようになったのは、明治以後のうつし糊による型友禅である。これは、糊を用いるかわりに1色ずつ数多くの型紙を用いて染料を直接布地へつけていく方法である。
最後に、無地染めでもなく、描き染めにも入らず、型染めでもないものに、染料自体のつくる模様を生地に移していく墨流し系統のプリント染めがある。外国のものではこれを紙に染め付けたマーブル・プリントmarble printingがある。トルコのものは有名で、現在でも非常に精巧なものがつくられている。日本でも古くは染め紙に用いられたが、近世末期から布に応用されており、糊を交えた染料などによって同様のものをつくっている。
[山辺知行]
染色は、繊維のほか、紙、皮革、プラスチックその他の類似品を着色する加工方法の一つであるが、単なる着色と異なり、染色対象物(被染物)に対し、その溶液から直接に染着し、しだいに溶液中の染料濃度を減少する性質の着色剤すなわち染料を用い、このため洗濯、汗、水などによって染色物から染料が容易に流れ去ることがなく、使用上の諸種の作用に対してもかなりの抵抗性(染色堅牢(けんろう)度)を示す着色をいう。しかし染着性がほとんどなくても媒介剤(媒染剤)または固着剤によって染着できる媒染染料またはピグメントレジンカラーなども使用される。古くから用いられてきた植物染料は、その多くが媒染染料に属する。
染色は、製品の装飾的価値を高めるとともに、品質を決定づける重要な加工であり、とくに消費材としての染色品においては、色の耐久性も重要な品質要因であるので、被染物の種類、性質、用途などにより、それに適合する染料を用いることが必要である。
[越川壽一]
(1)綿、麻、レーヨンその他のセルロース繊維には主として反応染料、直接染料、バット染料、硫化染料、ナフトール染料などが用いられる。反応染料は、セルロースと共有結合によって染着する染料で、反応を促進するため染液にアルカリを併用する。色調鮮明で、洗濯、熱湯などに対する染色堅牢度が高く、さらに比較的低温(約80℃以下)で染色できるため近年はこれを使用することが多い。直接染料、バット染料、硫化染料、ナフトール染料などはセルロースに主として水素結合によって染着する。硫酸ナトリウム、塩化ナトリウムなどの中性塩によって染着を促進するので、濃色染めなどの場合には、これらの中性塩を染液に添加する。また、非イオン系、アニオン系などの界面活性剤によって染着が緩和されるので、均染、緩染の目的でこれらを染液に添加することも少なくない。直接染料は水溶性であるが、バット染料および硫化染料は水に不溶性のため、前者には水酸化ナトリウムおよびハイドロサルファイトを、後者には硫化ナトリウムを添加し、それぞれ還元体(リュウコ化合物)にして水に溶解し、染色したのち空気酸化などによって酸化して、元の染料を被染物内に復生する方法によって染色する。バット染料の代表的染料である天然藍(あい)には、古くはアルカリ剤として石灰、木灰、貝灰など、還元剤として水飴(あめ)、麬(ふすま)、デンプン、亜鉛末などが用いられた。ナフトール染料は、下漬け剤と顕色剤の2成分からなり、それぞれに処理して、被染物内に染料を生成する染色方法によるもので、下漬け剤に用いられるナフトールAS類は水に不溶性のため、水酸化ナトリウムを添加して水溶液とし被染物に吸収させる。顕色剤にはベース類とソルト類の2種類があるが、ソルト類はそのままで水に溶解し、下漬け剤と反応して色素を生成するので使用に便利である。下漬け剤と顕色剤の反応は室温において速やかに達成するため、下漬けおよび顕色のいずれも室温における短時間の処理で染色できる利点がある。セルロース繊維の染色にはピグメントレジンカラーも使用される。この染料は、顔料を合成樹脂系固着剤によって被染物に固着するもので、おもに捺染(なっせん)に適する。固着剤を適宜選択することによって各種類の繊維に適用される。
(2)羊毛、絹その他のタンパク繊維およびナイロンには主として酸性染料、酸性媒染染料が用いられる。これらの染料は、タンパク繊維およびナイロンと主としてイオン結合によって染着する。染液のpHが低下するに伴って染着を促進し、アニオン系、非イオン系または両性イオン系界面活性剤によって染着が抑制されるため、均染剤としてこれらを染液に添加することが少なくない。酸性媒染染料は、染色前または後に重クロム酸塩、クロムミョウバンなどの媒染剤で処理し、染料を金属錯化合物にして染着する。なお、これらの繊維品には反応染料も用いられ、また、絹にはログウッドその他の植物染料、媒染染料も用いられる。
皮革は、タンパク繊維と同様の染色性を示すので、同種類の染料が使用されるが、毛皮、甲革などには酸化染料も用いられる。
(3)合成繊維およびアセテートは、親水性が乏しく、セルロース繊維やタンパク繊維に適する染料は染着困難なため、通常、分散染料が用いられる。分散染料は水に難溶性のため、分散剤を添加して水分散液にして使用する。これらの繊維とは主として水素結合によって染着する。ポリエステル繊維は、繊維組織が緻密(ちみつ)で、繊維内への染料の拡散が困難なため、100℃以上の高温染色またはサーモゾル染色あるいはメチルナフタレン、フェノール誘導体類、クロルベンゼン類などを促染剤とするキャリア染色などによる。ビニロンは、外層(スキン層)と内層(コア層)の染色性が異なり、スキン層は一般合成繊維と同じく分散染料によって染色されるが、コア層はセルロースに近似の染色性のため、これら両種類の染料を併用するか、またはとくに堅牢濃色染めなどの場合にはナフトール染料の下漬け剤と顕色剤(ベース類)を同浴で用い、次にジアゾ化・顕色するアゾイック染法も用いられる。アクリルおよびアクリル系繊維は、カチオン染料との親和性が大きく、鮮明色に染色されるため、通常、カチオン染料によって染色する。ポリオレフィン系繊維、ポリ塩化ビニル系およびビニリデン系繊維は、染色がきわめて困難なため、濃色にはドープ染色(原液着色)が行われるが、淡色では分散染料、油溶性顔料または媒染染料の一部が用いられる。一般にキャリアを併用することが多い。
近年、合成繊維、アセテートのとくに模様染めを対象に、昇華性有機顔料による転写捺染が応用されるようになり、従来の方法では難染性とされたこれらの繊維も、比較的容易に染色できるようになった。
[越川壽一]
染色には、被染物の形態、種類、染色効果などによっていろいろの方法が用いられ、染液に被染物を浸して染める浸染(しんせん)、染液を塗付するパッド染色または引き染め、噴霧するスプレー染色、印捺による捺染、または昇華性染料を加熱・転写する転写捺染、その他種類が多い。無地染めにはおもに浸染、パッド染色が、模様染めにはおもに捺染が用いられるほか、手工的方法としては描(か)き染め、括(くく)り染め(絞り染め、絣(かすり)糸染めなど)、﨟纈(ろうけち)染めその他の方法も用いられる。
浸染は、染料溶液に染着を促進するための促染剤、染着を均一にする均染剤、あるいは繊維保護剤などの染色助剤を添加して調製した染液に被染物を浸し、適宜の温度に加熱して染色するが、被染物の形態により、ばら毛染め、トップ染め、ケーク染め、チーズ染め、綛(かせ)染め、ワープ(経(たて)糸)染色、布染め、縫製品染めなどの別があり、それぞれに適した染色機によって行われる。ばら毛染めや篠(しの)状被染物用には、多孔円筒内に充填(じゅうてん)して染色するパッケージ染色機が、糸状被染物用には、多孔チューブに巻き付け、糸層を通して染液を循環するビーム染色機、チーズ染色機、ケーク染色機が、綛糸用には綛状のまま掛け棒または多孔チューブに吊(つ)るして染液を循環する回転バックまたは噴射式綛糸染色機などが、布染めには染液中を被染物が拡布状で循環するジッガ、パッド染色機または連続染色装置やロープ状で循環するウィンス染色機、染液の流動によって被染物が循環する液流染色機、ジェット染色機などが用いられる。合成繊維の薄地織物、経(たて)編地などではビーム染色機も用いられる。また、二次製品、半製品、ニット地などには染液の流動によって被染物が緩やかに流動するパドル染色機、多孔円筒に被染物を入れて回転、染色するロータリー(回転ドラム式)染色機などが用いられる。
近年、作業の自動化、廃熱・廃液の利用、染色温度の低下、時間の短縮、染着濃度の増進、難染性繊維の染色などを対象とする新技術の開発・改良が目覚ましく、カラーマッチングの自動化、小浴比染色、泡沫(ほうまつ)染色、溶剤染色または溶剤添加染色などの方法が開発され、一部に実施されている。
捺染では染液が印捺部外ににじみ出ることがないようにするため、染液にデンプン、ゴム糊(のり)、海藻糊、カルボキシメチルセルロースその他の糊剤を添加し、模様状に印捺したのち蒸熱などによって染色する方法(直接捺染法)によるか、あらかじめ染色(地染め)したのち模様部分を脱色または脱色と同時に異色に染色する抜染法(前者を白色抜染、後者を着色抜染という)、または染着を防止する白(しろ)糊または色糊を印捺したのち色糊(直接捺染糊)を印捺して模様を染め出す防染法(前者を白色防染、後者を着色防染という)などの種類がある。絞り染め、板締(じ)め絣(かすり)染めなどの括り染め、﨟纈染めなどは捺染ではないが防染法に属する。捺染は、おもに布を対象とするが、絣染めなどのように糸を対象とすることもある。
捺染糊を印捺する方法としては、彫刻ローラーを用いるローラー捺染、紗(しゃ)または金属薄板を用い、抜き取り型としたスクリーン型を用いるスクリーン捺染(金属製スクリーンを円筒状にしたものを用いる方法をロータリースクリーンという)、および渋紙に模様を彫り抜いた型紙を用いる型紙捺染などがある。特殊な方法として、昇華性顔料を印捺した転写紙を被染物に重ね、加熱・転写して模様を染め付ける転写捺染も近年行われるようになった。近年は製品の少量多品種化に伴い、作業性のよいフラットスクリーンおよびロータリースクリーン捺染が主流となり、ローラー捺染は著しく減少した。
[越川壽一]
被染物は、染料の浸透をよくし、均一な染色、色の鮮明度、染色堅牢度の向上などのため、染色に先だち、汚れ、不純物、処理剤などの付着物を除き、清浄な状態にすることが必要で、このため糊抜き、精練、洗浄を行う。さらに淡色、鮮明色に染色するものは漂白も行う。糊抜きには、付着している糊剤の種類により、デンプン分解酵素、タンパク分解酵素またはアルカリ剤などを用いるが、ポリビニルアルコールなどの合成糊剤では亜臭素酸ナトリウムその他の酸化剤を用いる。精練は、せっけん、合成洗剤、炭酸ナトリウムその他のアルカリ剤などを含む熱液によって行う。漂白には、過酸化水素、亜塩素酸ナトリウム、次亜塩素酸ナトリウムなどの酸化漂白剤またはハイドロサルファイトその他の還元漂白剤が用いられる。さらに、毛織物の捺染の場合は、次亜塩素酸によるクロリネーションまたは吸湿剤処理などのほか毛焼きを行うなど捺染糊の浸透をよくし、捺染効果を高めるための前処理を施すことが多い。
[越川壽一]
『西田虎一著『染色――理論と技法』(1983・家政教育社)』▽『矢部章彦・林雅子著『新版染色概説』(1979・光生館)』▽『日本学術振興会染色加工第120委員会編『染色事典』(1982・朝倉書店)』
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
【Ⅰ】dyeing.繊維類を染料との物理的,あるいは化学的な結合力によって着色する操作をいう.広義には,顔料なせんや化学繊維,合成繊維の原液着色も含まれ,さらにまた,毛皮,皮革,紙,木材,ワラ,合成樹脂,金属表面などの着色も含まれるとする考え方もある.繊維類の染色法には,染色浴に浸せきすることによる浸染法と,染料を含むのり液(なせんのり)を印捺して蒸熱するなせん法とに大別される.さらに,染色工程のなかには,染色を鮮麗,かつ均一に行わせるための準備工程(繊維類ののり抜き,精錬,漂白,ヒートセット)と,染色物の商品価値をさらに高めるための仕上工程(つや出し,柔軟化,防水,防しわなど)が含まれている.【Ⅱ】staining.組織や細胞の構造体を光学顕微鏡で観察するために色素を用いて着色することをいう.一般には,固定化後に染色するが,目的により固定しないで染色する生体染色もある.大別して組織や細胞全体を染色して形態観察する一般染色と組織化学法とがある.一般染色では,核,染色体が青,細胞質が桃色に染まるヘマトキシリン-エオシン染色と,核は紫,塩基性顆粒は青,酸性顆粒は赤く染まるギムザ染色とがよく用いられる.細菌の染色にはグラム染色法がある.組織化学法には,ホスファターゼ,エステラーゼなどの酵素の微視的な存在をそれぞれの呈色性基質を用いて検出する方法や,蛍光抗体法,酵素抗体法などの免疫化学法がある.電子顕微鏡観察には,金属錯体で染色する電子染色がある.
出典 森北出版「化学辞典(第2版)」化学辞典 第2版について 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
字通「染」の項目を見る。
出典 平凡社「普及版 字通」普及版 字通について 情報
Sponserd by ![]()
…しかし現在一般に着物という場合は,和服のなかでも羽織,襦袢(じゆばん),コートなどをのぞく,いわゆる長着(ながぎ)をさすことが多い。これは布地,紋様,染色に関係なく,前でかき合わせて1本の帯で留める一部式(ワンピース)のスタイルのもので,表着(うわぎ)として用いる。以下〈着物〉の語はおもに長着をさして使う。…
※「染色」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
地表近くで見られる蜃気楼(しんきろう)現象の一種。晩春から夏にかけて、よく晴れた日に熱せられた道路のアスファルト面を遠くから視線を低くして見ると、水たまりがあるように見えることがある。これは地面付近の...