デジタル大辞泉 「清酒」の意味・読み・例文・類語
せい‐しゅ【清酒】
[類語]酒・
Sponserd by ![]()
Sponserd by ![]()
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報 | 凡例
Sponserd by ![]()
日本古来の代表的な醸造酒で、「さけ」といえば清酒をさし、また日本酒ともいう。濁酒(だくしゅ)(濁り酒(にごりざけ))に対する語で、これを濾(こ)して澄明にした酒の意。古くは「すみさけ」とも訓(よ)んだ。清酒の定義は、現行の酒税法によると次のように要約される。
(1)伝統的な清酒 米、米麹(こめこうじ)、水を原料として発酵させ、濾したもの。
(2)アルコール、糖類などの添加清酒 第二次世界大戦中や戦後の原料米不足で、1942年度(昭和17)からアルコール添加が行われ(アル添酒)、49年度(昭和24)から増醸法といって、30%アルコール液にブドウ糖、水飴(みずあめ)、乳酸、コハク酸、クエン酸、グルタミン酸ソーダを混ぜた「調味液」をもろみに添加する方法が認められた。これら副原料はすべてもろみの段階で添加され、濾過(ろか)して清酒となるものであり、清酒に直接加えることは許されない。増醸には、一工場においての製造数量に対する規制(全白米使用量の23%以内)があり、副原料の総量が米の使用量を超えてはならない。
(3)代用原料使用清酒 ムギ、アワや、デンプンなどを併用する。緊急時などに対応するもので、清酒の伝統的な品質や風格を維持するために、今日このような酒造りは認められていない。
(4)粕(かす)こし清酒 新鮮な酒粕を使った手直しの清酒。
酒類は国の重要な財源物資なので、高率の酒税が課せられ、密造や過当競争などを防止して、酒税の保全を図るためにその製造、販売はすべて免許制になっている。清酒の税制については、1989年(平成1)4月から3年間の経過措置を置いた92年4月に、それまで用いられてきた特級、1級、2級という級別制度が廃止になり、すべて従量税となった。一方、消費者の品質に対する理解の一助として、吟醸酒、純米酒、本醸造酒を「特定名称清酒」として「清酒の製法品質表示基準」が定められた。
[秋山裕一]
日本で、米を原料とする酒造りがいつごろから始まったかは明らかではないが、おそらく稲作の伝来に伴って大陸から伝えられたものと思われる。『魏志倭人伝』(ぎしわじんでん)には、3世紀ごろの日本にすでに飲酒の習慣があったことがみえ、「人性酒を嗜(たしな)む」、喪に際して「他人就いて歌舞飲酒す」などと記されている。『大隅(おおすみ)風土記』には、米を嚼(か)んでつくる「口嚼酒(くちかみのさけ)」のあったことがみえ、さらに記紀には応神(おうじん)天皇の代(5世紀)に来日した百済(くだら)人須須許理(すすこり)(別名仁番(にほ))が初めて醸酒の法を伝えたともある。口嚼酒は、唾液(だえき)中に含まれる糖化酵素を利用して、デンプンをブドウ糖に変え、空気中の酵母が侵入してアルコール発酵が自然におこるのを待つ原始的な酒造りである。酒の醸造を「醸(かも)す」というのは「嚼む」の語に由来するとも、また麹の古語である加無太知(かむたち)(加牟多知)=カビの生えた状態をいう「カビ立ち」からともいわれる。口嚼酒はすでに消滅している。同じように伝承の酒造りの「醸(か)みし酒」は麹を用いた東洋的醸造法によったものと思われる。その後、酒の製造は奈良、平安時代を通じて朝廷や僧坊で行われ、しだいに民間に広がっていくが、中国、朝鮮からも、新しい酒の製造技術が伝えられて改良されたと思われる。たとえば酒母(しゅぼ)つくり、もろみの三段仕込法、火入れ殺菌法、陶器などの容器、桶作りに用いられる鋸(のこぎり)、鉋(かんな)などの道具類などである。ただ、中国では麹のことを麯子(きょくし)といい、なまの穀類の粗砕粉を水でこねて放置し、主としてリゾープス菌(クモノスカビ)などを生育させて麹とするが、日本では蒸した米に麹菌を生やす点に違いがある。伝来した技術を日本流に改良した点で大いに優れ、日本固有の清酒の誕生となったと思われる。『延喜式(えんぎしき)』(927年完成)には、当時の酒造りに麹と糵(げつ)(米(よね)のもやし)が使われたことがみえ、麦芽の使用も推測される。「清酒(すみざけ)・濁酒(にごりざけ)」の別もみえるが、現在の清酒(せいしゅ)とは異なり、おそらく上澄み程度のものであろう。朝廷では造酒司(さけのつかさ)を設け、白酒(しろき)・黒酒(くろき)などの儀式の酒、供御(くご)用の酒などをつくっていたのである。酒は神事に付き物で、朝廷、寺社中心でつくられていた。
その後、都市の発達により酒造りもしだいに民間に移り、酒屋が生まれ、14世紀末、足利義満(あしかがよしみつ)のころには、酒税(酒屋役(さかややく))が課せられるようになった。鎌倉時代には禁酒令も出るほど盛んに酒がつくられるようになり、室町時代の京都には300軒以上の酒屋があったという。江戸時代には「酒屋運上(うんじょう)」「冥加(みょうが)金」という税金が課せられ、酒造家に「酒株(さかかぶ)」を与え、酒造り商を制限し、米の流通調整に役だたせた。明治になって免許鑑札制度、ついで生産石高に応じた造石税(ぞうこくぜい)制度となった。1944年(昭和19)から、酒造所または保税地域から出庫する際に課税する現在の庫(くら)出し税制度になった。酒税は1897年(明治30)ころには国税収入の30%近くを占め、昭和30年代の初めまで10数%で、重要な財源であった。しかし、直接税のウェイトが大きくなり、酒税は3%程度になっている。
[秋山裕一]
酒造技術的にみると、初めの酒造りは、八岐大蛇(やまたのおろち)の神話に出てくる八塩折(やしおり)の酒(八醞(やしおり))方式であった。「しおる」とは、熟成したもろみをいったん濾過して酒を得、さらにその酒に米麹と粥(かゆ)を仕込み、発酵させること。「八」は多いの意で、仕込みを何回も繰り返して濃い酒をつくることを示している。米麹を使う「延喜式」方式の造り方は室町時代に入ってさらに改良され、段掛(だんがけ)式や酒母(しゅぼ)(酛(もと))造りが生まれ、仕込みも二段掛け、三段掛けとなった。『御酒(ごしゅ)之日記』(1355~1489)には水酛(みずもと)や段掛法が記され、奈良興福寺の『多聞院(たもんいん)日記』(1478~1611)の僧英俊(えいしゅん)が書いた室町末期(16世紀後半)の箇所に、今日行われている三段仕込み法や火入れが記されている。火入れは、フランスのパスツールがワインについて行った火入れ殺菌法(パスツーリゼーション)より実に300年もさかのぼることになる。この事実は1881年(明治14)イギリス人アトキンソン(東京大学外国人教師)が著書『日本醸酒編』に、ビールで行われ始めた火入れ法が、すでに日本酒では一般に行われていることを大きな驚きをもって書いている。
仕込みのスケールも初めは甕(かめ)仕込みで200リットルぐらいであったが、安土(あづち)桃山時代ごろに工具(鉋(かんな)や鋸(のこぎり))の導入や竹のたがの使用により、十石桶(おけ)(約2キロリットル容)がつくられるようになり、大形化が進んだ。それまで、刀自(とじ)の語が示すように女性の仕事であった酒造りがしだいに男性の専門職(杜氏(とうじ)、現在は女性も増えている)になった。江戸時代には水車精米や寒(かん)造りが行われるようになって、酒造技術は大いに進んだ。それまでは秋の彼岸(ひがん)から春まで酒造りが行われ、温暖季には水酛とか菩提酛(ぼだいもと)といわれる酒母による酵母の育成が行われていた。これは乳酸菌を利用して他の有害菌を抑える方法で、室町時代すでに行われていたが、腐敗による失敗も多く、やがて最適の条件の「寒造り」に絞られていった。従来、寒造りに用いられた生酛(きもと)は、酛すり作業の山卸(やまおろ)しが重労働のため明治末になって改良されて、山卸廃止酛(山廃(やまはい)酛)に変わっていったが、現在ではさらに合理化されて、仕込み水に乳酸を加えた速醸酛を用いる場合が多い。消費地江戸に供給された本場の酒として、初め池田、伊丹(いたみ)が中心であったが、海運の発達もあって灘(なだ)、西宮(にしのみや)などが台頭した。寒造りの技術は、現在の清酒造りの原点で、仕込み配合や三段仕込みなどはいまも方法は変わらない。1904年(明治37)国立の醸造試験所(現、独立行政法人酒類総合研究所、広島県東広島市に所在)が東京の滝野川に設立され、酒造りの科学的研究が行われ、合理的、安全な酒造技術が確立された。
近代的な酒造では、伝統的な技術や道具が大いに進歩して変わっている。連続式の精米機や蒸し機、もろみの搾り機の開発、さらに立体的四季醸造工場の設置、あるいは大形タンク利用の室外発酵法の採用によって、季節条件に左右されず一年中醸造可能となり、量産化が一段と進み、これら近代工場には昔日の造り酒屋のおもかげはみられなくなった。技術の進歩によって品質は向上したが、一方均質化が進んだ。しかし、近年地酒への回帰もあって、清酒は多様化、個性化の方向に向かっている。
[秋山裕一]
清酒造りの特色はビールの醸造と比較するとわかりやすい。すなわち、(1)麹で米を糖化する(ビールでは麦芽)、(2)糖化と発酵が1本のタンクで同時に行われる(ビールでは二つの工程を別々に行う)。これを並行複発酵といい、世界に例のない20%もの高濃度のアルコールが生成される。
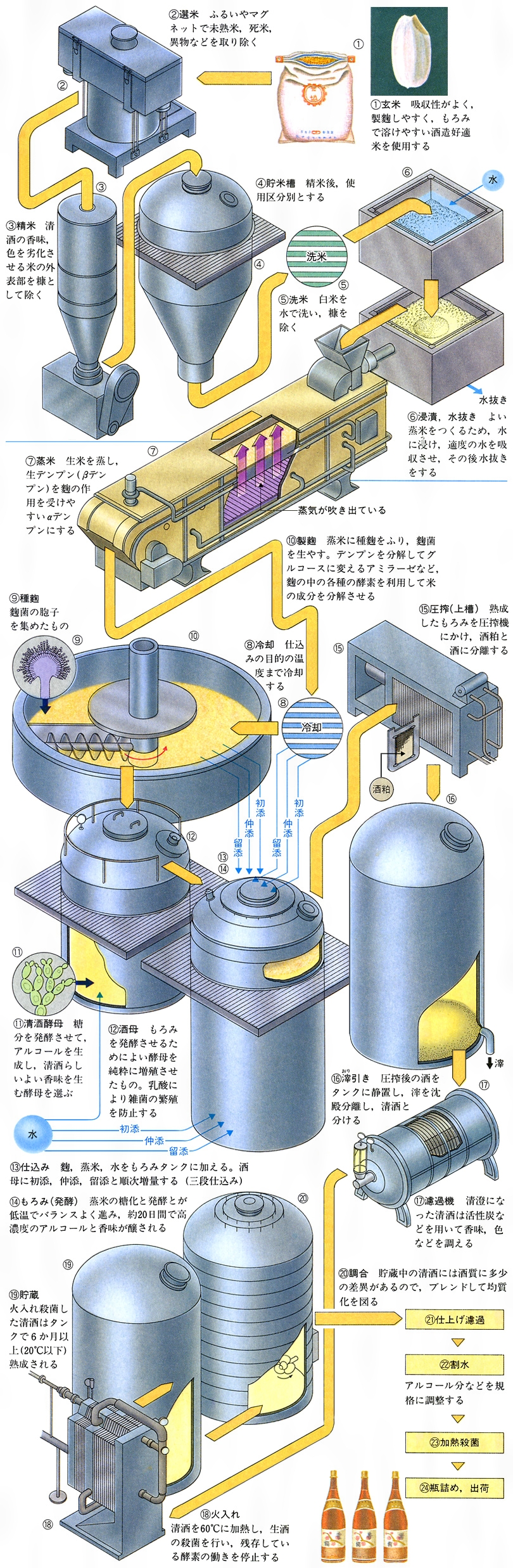
製造の概要は次のとおりである。(1)まず玄米を精米して蒸し、(2)麹をつくり、(3)酒母(酛)の育成、すなわち酵母を培養し、(4)もろみを仕込み、約20日間発酵させ、(5)圧搾して粕を分離し、清酒とし、火入れ殺菌して貯蔵する。
酒造用玄米を精米機にかけて、玄米の目方の約30%を糠(ぬか)として取り除く。この70%精白米を水で洗い、しばらく水に浸して米に適当量の水を吸水させ、水きりして蒸す。大きな釜(かま)にのせた甑(こしき)に米を入れ、30~50分間くらい蒸す。大工場では連続蒸米機を用いる。蒸米の一部を麹にする。麹と蒸米と仕込み水とを混ぜ、これに乳酸(0.5%)と清酒酵母とを加えて発酵させ酒母(速醸酛)をつくる。この酒母に米麹、蒸米、水を3回に分けて仕込む(三段仕込み)。初添(はつぞえ)(単に添と通称)、仲(なか)添、留(とめ)添というが、毎回の仕込み量はほぼ倍、倍というルールがある。こうして仕込んだもろみは、初め8℃くらいから1日1℃くらいずつ温度を上げ、15℃くらいにして発酵を進める。発酵により1日約1%のアルコールが生成され、20日間くらいでもろみのアルコール分は18~20%に達し、熟成する。この間にもろみは泡を生じ、岩泡、高泡、落(おち)泡、地(じ)泡、玉泡などとさまざまな様相をみせる(もろみに泡を生じない、泡なし酵母も開発されている)。熟成もろみは酒袋に5リットルくらいずつ入れ、槽(ふね)(圧搾機)に入れ圧搾する。搾ってから1~2か月間静置して、滓(おり)を分離して清澄にし、この新酒を互いにブレンドし、60~63℃に火入れして、タンクに貯蔵し調熟を図る。通常、熟成もろみにアルコールを添加する(アル添酒)が、一部にはアルコール調味液を加えて増醸を行う(三増酒)。
[秋山裕一]
水車で米を搗(つ)いていた江戸時代や明治の初めの酒はどんな酒質であったか知るよしもないが、1877年(明治10)からは分析値が出てくる。そのころの酒は日本酒度+(プラス)10以上、アルコール分13~17%、酸度は4以上、糖分はほとんどなく、非常に辛口であった(日本酒度は比重を示す用語で、0を境に、+(プラス)の数値が大きいほど比重が軽く、糖分が少ないため辛口、-(マイナス)が大きいほど甘口)。1907年(明治40)ころの品評会では、日本酒度+(プラス)10、酸度3.0、アルコール分17%、エキス分3くらいであった(エキス分とは不揮発成分のことで主成分は糖分、数値が大きいほど甘口となる)。大正末期には日本酒度+(プラス)3、酸度2.8、エキス分4としだいにエキス分が増し、昭和に入って1935年(昭和10)ころには濃い酒、うまい酒の指導が行われて、日本酒度-(マイナス)10、酸度2.5、エキス分7という酒質のものが上位を占めた。このころは日本の酒は甘口から格別な辛口(鬼殺し)までいろいろあったと思われる。日本酒度というのは酒の比重を示す用語であり、ボーメの比重計の1度を10倍に目盛ったもので、水より重いほうに-(マイナス)、軽いほうに+(プラス)をつける。したがって昭和以前の酒は+(プラス)で、エキス分が少なく辛いことを示している。酸も今日の酒に比べるとはるかに多い。第二次世界大戦後、経済の復興と技術の進歩によって、酒質の変化は大きい。1960年(昭和35)ころまで、70年ころまで、70~75年、75~80年、80年以降と大別して変化がみられる。60年ころまでは旧来の酒のタイプが維持され、灘の酒には日本酒度+(プラス)が多く、伏見(ふしみ)の酒は-(マイナス)7くらいであった。酸度は両者とも2.0で両銘醸地の酒質は相当違っていた。60年ころからしだいに甘口化の傾向が進み、酸度もしだいに減少した。灘の日本酒度が+(プラス)から-(マイナス)3~5に、伏見は-(マイナス)7、酸度は1.7であった。70年ころから日本酒度は平均-(マイナス)7で灘、伏見に差があまりみられなくなり、酸度も1.7~1.4くらいになってきた。酒の色も急激に薄くなった。75年ころには甘口化が進み、日本酒度-(マイナス)6、酸度1.4と均質化が分析上にも現れ、批判を浴びるようになった。80年以降では酸と糖分と味覚との関係が示され、平均的な市販酒は日本酒度0、酸度1.4と淡麗化の様相がみられ、一方個性化も進展している。また、食生活の多様化に伴い、清酒も純米酒、本醸造酒、辛口酒、多酸酒、アルコール分の低い酒など各種が出回り、日本酒度と酸度との組合せで、味の点で以前より幅が生まれている。日本酒度+(プラス)10~-(マイナス)7(平均0)、酸度で1.1~2.4(平均1.4)の変化がつき、バランスのとれた多様の酒が生まれている。
清酒の味については、甘辛が真っ先にいわれるようにたいせつな要素である。甘さの味覚は糖濃度に左右されることはもちろんであるが、酸味の影響も大きい。酸の多い場合は甘味を弱く感じ、酸の少ないときには糖分が少なくても甘口に感じる。甘味は体温ぐらいがもっともよく感じ、低温になると鈍くなる。また、濃醇(のうじゅん)味については、甘口で酸が増すと濃い口に、反対になると淡麗な薄味に感じる。
[秋山裕一]
江戸時代の文化・文政(ぶんかぶんせい)期(1804~30)、灘から江戸へ積み出された「下(くだ)り酒」は100万樽(たる)(1樽は4斗)といわれ、おそらく江戸では年間で平均1人1樽くらい飲まれたものと推測される。明治時代には1万近い業者があり、400万石(72万キロリットル)がつくられ、1919年(大正8)には約600万石(106万キロリットル)を記録している。1932、33年(昭和7、8)ころは70万キロリットルで、第二次世界大戦によって生産は統制を受け、47年には10万キロリットルとなった。戦後、経済の復興とともに急速に回復し、55年に年間消費量約48万キロリットル、60年に71万キロリットル、65年に約120万キロリットルとなった。69年から構造改善事業による近代化を進め、70年には153万キロリットル、75年には最高の167万キロリットルを記録した。以後消費量は停滞・減少傾向で、96年(平成8)の消費量は120万キロリットル台となっている。
[秋山裕一]
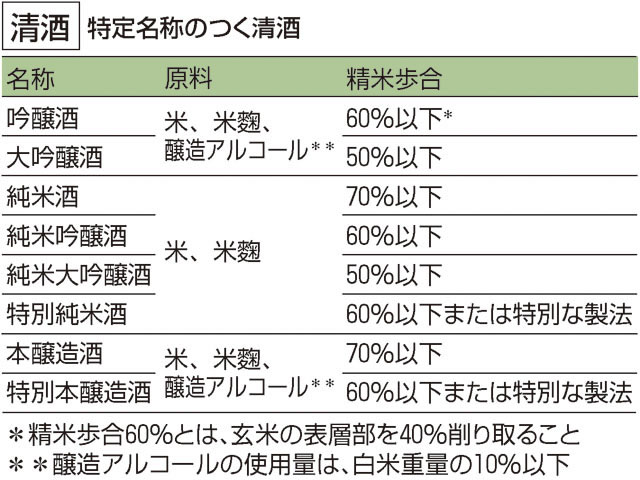
酒類の表示には、製造者、所在地、製造時期、容量、酒類の種類、アルコール分が明示されることになっており、また添加物の表示も定められているが、今日合成保存料はいっさい使用されていないので、その表記はない。1990年(平成2)に制定された特定名称清酒について製法品質表示基準により、吟醸(ぎんじょう)酒、純米酒、本醸造酒の区別が定められ、また日本酒造組合中央会は清酒の表示に関する基準を定め、原材料、製造方法などの表示を行っている。原材料については、米・米麹・醸造アルコール・醸造用糖類の4原料で、(1)純米酒は米・米麹と、(2)増醸酒の混和されたものは4原料を、(3)本醸造酒、吟醸酒、普通アル添酒では、米・米麹・醸造アルコールと表示する。製法品質表示について、原料表示は前記に従い、特定名称清酒では(1)吟醸酒は精米歩合60%以下、大吟醸酒は50%以下で、ともに低温発酵など吟醸造りにより固有の香味色沢をもつもの、(2)純米酒は精米歩合70%以下で香味色沢良好なもの、純米吟醸酒、純米大吟醸酒は前記の表示の通り。(3)本醸造酒は精米歩合70%以下で香味色沢良好なもの。本醸造酒のアルコール使用量は白米重量の10%以下とする。「手づくり」は、伝来の方法によってつくった清酒。「樽酒」は、杉樽に入れて杉香のついた酒。「原酒」は、もろみを圧搾してから加水などしない清酒で、市販の原酒にはアルコール分が高く20%に近いものが多い。
清酒にはさまざまのタイプがある。もっとも一般的なのは甘口酒、辛口酒の別である。辛口の最たるものを鬼殺しという。多酸酒は酸味の強い酒をいう。赤い酒は、ピンク色の清酒で、モナスクスという真紅の色素を生成するカビで米麹をつくり、これでつくった酒。活性清酒は濁り酒ともいい、もろみを荒漉(ご)しし、滓のあるまま(発酵ガスの入ったまま)の酒で、昔の「どぶろく」を思わせる。炭酸ガスの泡がたつのでこの名がある。冷用酒(冷酒)は夏季に冷やして飲む淡麗型(吟醸型)の清酒。冷蔵庫に入れ、あるいはオンザロックで飲む。生酒(なまざけ)はもろみを搾って無菌濾過し、火入れをしないフレッシュな酒で、発酵香が高い。生(なま)貯蔵酒は生酒を低温貯蔵しておき、瓶詰のおりに瞬間殺菌して生酒の風味を残した清酒。貴醸酒(きじょうしゅ)は、仕込み水のかわりに清酒で仕込んだ清酒。日本酒度-(マイナス)40~50、酸度3、アルコール分18%。中国の老酒(ラオチウ)にも紹興酒(シャオシンチウ)で仕込んだ善醸老酒(シャンニャンラオチウ)があり、濃醇で貴重な酒とされている。
[秋山裕一]
清酒は全国各地の風土、生活習慣に基づいて生まれ、長い間にそれぞれの地方色がはぐくまれている。太平洋側の高知県と日本海側の富山・新潟県が辛口で、これはそれぞれ海の幸、生活様式によるものと思われる。瀬戸内海に面した県は甘口で、いかにも穏やかな地帯の共通面を示している。北海道、東北3県(秋田・青森・山形)もすこし違った内容であるが淡麗型である。一方、中部山岳地帯の岐阜・長野・群馬・栃木県の酒はだいたい濃い口の酒が多い。
銘醸地は全国各地にあるが、最大級は灘と伏見(ふしみ)である。灘は、兵庫県西宮市の今津、西宮と神戸市の魚崎(うおさき)、御影(みかげ)、新在家(しんざいけ)の5郷(灘五郷)からなる。ここには1997年(平成9)には40数社が集中し、出荷高上位10社のうち7社があり、全国清酒の約3割(約42万キロリットル)が出荷されている。有名銘柄として白鶴(はくつる)、大関、日本盛、白雪、菊正宗、白鹿(はくしか)、澤之鶴、剣菱(けんびし)、桜正宗(まさむね)、富久娘(ふくむすめ)、多聞(たもん)などがある。灘には、江戸時代、海運が盛んになって大消費地江戸への千石船による江戸積み(下り酒といった)の地の利と、宮水(みやみず)という良水、良質の播州米(ばんしゅうまい)、吉野杉の樽、桶、丹波(たんば)杜氏の技能、六甲(ろっこう)の寒風など酒造りに好条件がそろっていた。酒質は男酒といわれているように、辛甘両様であるが、押し、幅のある酒質である。
京都は、酒の神様、松尾(まつのお)大社のある太秦あたりが中心であったといわれる。しかし安土桃山から江戸時代に伏見が商業の町として発展し、桃山丘陵から発する豊富な軟水によって酒造りの中心地となり豊かなまるみのある甘口の酒がつくられている。32社が約17万キロリットルを出荷し、有名銘柄に月桂冠(げっけいかん)、黄桜(きざくら)、松竹梅、富翁(とみおう)、玉乃光、月の桂(かつら)などがある。
広島県の酒は西条(さいじょう)を中心として、軟水による独特の醸造法を開発して有名になり、全国品評会でも頭角を現している。甘口の広がりのある酒、賀茂鶴(かもつる)、白牡丹(はくぼたん)、福美人、亀齢(きれい)などがある。
秋田県の酒は米どころをバックに精白をよくし、口あたりのよい、膨らみのある味を掲げ、大正のころより東京進出を図ってきている。爛漫(らんまん)、両関、太平山(たいへいざん)、新政(あらまさ)、飛良泉(ひらいずみ)、高清水(たかしみず)などがある。
東北地方には銘醸地が多く、八戸(はちのへ)(桃川)、盛岡(あさ開(びらき))、会津(会津ほまれ、榮川(えいせん)、末廣(すえひろ))、鶴岡市(大山(おおやま)、出羽ノ雪)などが有名である。
このほか辛口の醸造地として高知(司牡丹(つかさぼたん)、土佐鶴)、熊本(美少年、瑞鷹(ずいよう)、香露(こうろ))があり、長野は清冽(せいれつ)な酒(真澄(ますみ))を産する。日本海側は白身の魚、雪の風土らしいさらりとした酒質で、新潟・富山県では辛口の越乃寒梅(こしのかんばい)、吉乃川(よしのがわ)、朝日山、越の誉(こしのほまれ)、立山、銀盤(ぎんばん)などを産する。石川県は加賀文化の影響と思われる穏やかな膨らみのある酒質で、福正宗、萬歳楽(まんざいらく)、日栄(にちえい)、菊姫(きくひめ)、変わったタイプの宗玄(そうげん)などがある。吟醸酒は各県に二、三の代表作があるが、近年名声を得ているのは熊本県の香露、大分県の西の関、愛媛県の梅錦(うめにしき)、宮城県の浦霞(うらかすみ)などであろう。
酒造技能者の頭を杜氏という。あるいは技能者の総称をいう場合もある。雪深い山村出身者が多く、冬季の出稼ぎの形をとっている。杜氏は自分といっしょに働く人を集め、統率し、仕事の監督をする。杜氏は出身地を冠してよばれている。南部(なんぶ)杜氏(岩手県)、山内(さんない)杜氏(秋田県)、越後(えちご)杜氏(新潟県)、能登(のと)杜氏(石川県能登)、諏訪(すわ)杜氏(長野県諏訪)、丹波杜氏(兵庫県篠山(ささやま)。灘地区の主力杜氏)、但馬(たじま)杜氏(兵庫県)、備中(びっちゅう)杜氏(岡山県)、秋鹿(あいか)杜氏(島根県出雲(いずも))、三津(みつ)杜氏(広島県)、伊方(いかた)杜氏(愛媛県)、三潴(みずま)杜氏(福岡県)などがおもな杜氏で、それぞれの地方を担当し、特有の流儀をもち、個性ある酒造りに努力している。
[秋山裕一]
日本酒というと「燗(かん)」といわれるように、徳利で燗をつけ猪口(ちょこ)で飲む。ぬる燗で42℃、普通で45℃、熱燗で50℃くらいである。杯(さかずき)につぐと10℃くらい下がる。冷酒は『養生訓』に「夏冬ともに温酒を飲むべし、冷酒はよくない」と書かれているが、燗をしたほうがゆっくり飲むことになるからと思われる。また当時の酒は酸味が強く、甘味がないため、温めたほうが飲みやすくなったこともあろう。冷酒は口あたりがよく早く飲み、量を過ごすようになるので注意が必要である。近年は酒質が淡麗になり、生活様式も簡便になったこともあり、冷酒が多くなっている。グラスに氷を入れ、オンザロックにして飲む場合も多い。吟醸タイプの酒は燗をつけると香りがたちすぎるから、冷酒かオンザロックがよい。季節により、気分により冷燗いずれもよく、料理によって酒質をかえ、グラスをかえるのもおもしろい。
[秋山裕一]
『坂口謹一郎著『日本の酒』(岩波新書)』▽『住江金之著『日本の酒』(1962・河出書房新社)』▽『柚木学著『日本酒の歴史』(1975・雄山閣出版)』▽『加藤辨三郎編『日本の酒の歴史』(1977・研成社)』▽『『東京大学公開講座22 酒』(1976・東京大学出版会)』▽『秋山裕一著『酒つくりの話』(1984・技報堂出版)』▽『秋山裕一著『日本酒』(1994・岩波新書)』▽『吉沢実祐著『日本酒案内』(1997・小学館)』
出典 小学館 日本大百科全書(ニッポニカ)日本大百科全書(ニッポニカ)について 情報 | 凡例
Sponserd by ![]()
米と米こうじと水を主原料として醸造した日本固有の酒。明治以降,各種外来酒の国産化が始まってから,一般に日本酒とも呼ばれている。
→麴(こうじ)
《播磨国風土記》にはカビの生えた乾飯(かれいい)で酒をかもしたという伝承が記載されており,日本では8世紀初頭すでに酒造にこうじが用いられていたことをうかがわせる。古来,酒造の神として信仰を集めてきたのは奈良県桜井市の大神(おおみわ)神社,京都市の梅宮(うめのみや)大社,松尾(まつのお)大社の3社であった。このうち松尾大社は朝鮮からの渡来氏族秦(はた)氏の氏神として701年奉斎されたが,5世紀後半ころこの地に秦の民が集められたさい伴造(とものみやつこ)に任ぜられた秦酒公(さけのきみ)は酒造技術者であったと考えられ,彼らの指導が古代日本の酒造を育成したと考えられる。はじめはいわゆるどぶろく(濁酒)であったが,758年(天平宝字2)の《紀伊国正税帳》に〈酒伍斛(こく)陸斗 清四斛,滓一斛六斗〉とあるように,どぶろくの上澄みを汲んだり,絹篩(きぬぶるい)でこした〈すみ酒(清酒,浄酒)〉がつくられるようになった。
大化改新後,宮内省のなかに造酒司(さけのつかさ)がおかれ,《延喜式》によるとここでこうじを使ってなん種類かの酒がつくられていた。なかでは新嘗会(しんじようえ)に使われた白貴(しろき)(白酒(しろき)),黒貴(くろき)(黒酒(くろき))と呼ばれる酒が有名で,10月上旬の吉日に臼殿(うすどの)で米をつき,こうじ室(むろ)でこうじをつくり,酒殿(さかどの)に並べたかめに蒸米とこうじと水を混ぜて酒を仕込んだ。現在の酒母(しゆぼ)の仕込みに近いが,こうして10日ほどで白貴ができる。これに久佐木(くさぎ)の灰を混ぜ,酒をアルカリ性にして褐変させたものが黒貴である。さらに〈大篩で酒を篩う〉とあり,いずれもろ過したすみ酒であった。
民間での酒造も古くから行われていたようで,《万葉集》巻十六には能登の熊来(くまき)酒屋の名が見え,《続日本紀》には761年当時すでに居酒屋風の店のあったことが記録されている。鎌倉時代,京都には藤原定家が〈員数を知らず〉としたほどの土倉があり,その大半は酒屋であった。鎌倉では1252年(建長4),幕府が酒の販売を禁じて醸造量を調査したさい,民家には3万7274壺の酒が保有されていた。
室町期になって,酒造技術は大きく進歩した。すなわち,まず蒸米,こうじ,水でつくった酒母に蒸米,こうじ,水の混合物を2度にわけて順次仕込んでもろみ(醪)を増量する二段仕込法が開発された。15世紀ころ名酒の名をうたわれていた天野酒は,現大阪府河内長野市の天野山金剛寺がつくっていた酒であるが,この技術を採用しており,おそらく酸味のおだやかな点が世にもてはやされたものであろう。15世紀末になると,3度にわけて仕込む三段仕込法が奈良興福寺の塔頭(たつちゆう)多聞院で行われ,さらに16世紀後期には同寺で酒の保存性をよくするための加熱殺菌法を行っている。一方,これまで原料米は蒸米用のみ精白米,こうじ用には粗白米が使われていたが,現在の奈良市にある菩提山正暦寺では,16世紀末に蒸米とこうじの両方に精白米を使った酒造を初めて行い,南都諸白(なんともろはく)と通称された同寺の酒〈菩提泉(ぼたいせん)〉は天野酒を圧倒した。また菩提泉は乳酸発酵を利用した菩提酛(ぼだいもと)という酒母製造法を開発し,その技法はのちの生酛(きもと)のなかに受け継がれた。
地方の酒として,15世紀では摂津の西宮・住吉,和泉の堺,大津の坂本,加賀の宮腰,筑前の博多,16世紀では伊豆の江川,備前の児島,備後の尾道の酒が有名であった。1614年(慶長19)徳川家康は摂津池田郷に朱印状を与え,幕府と九条関白家の保護のもとに,池田酒の興隆が始まった。寛永年間(1624-44)池田の満願寺屋は江戸への酒の輸送を馬より船に改善した。しかし18世紀に入り,近衛家御用酒の特権を背景とした摂津伊丹(いたみ)酒が生産高で池田酒を抜いた。伊丹では冬期のいわゆる寒(かん)づくりにより量産化がはかられた。これまで原料米は足で踏んで杵を動かす方法で精米されていたが,18世紀後期西摂津の灘(なだ)で六甲山からの急流を利用した水車精米が普及した。足踏式では玄米の10%をぬかとして取り去った90%精白米を得るのが限度であったが,水車式精米機の出現で,80%以下まで精白することが可能となった。これにより灘酒の品質は向上し,1815年(文化12),生産高で伊丹酒を抜いた。宮水(みやみず)と呼ばれる鉄分の少ない西宮の湧水と良質な播州米(ばんしゆうまい)を原料にし,現在の兵庫県篠山(ささやま)市を中心とする酒造出稼ぎの農民集団〈丹波杜氏(たんばとうじ)〉の技術と労働力に恵まれ,灘酒は以後現在まで生産高において第1位を保っている。
1874年政府が招聘(しようへい)した英人R.W.アトキンソンにより,酒造に初めて科学のメスが入れられて以来,伝承的技法がしだいに科学的に解明され,醸造用水の処理,加工の方法も開発されて,現在では全国いたるところで良質な清酒がつくられている。
まず精白した米を洗い,水に浸したあと水を切り,蒸気で蒸す。蒸米の一部をとり,40℃まで冷めたところで黄こうじ菌の胞子を散布し,30℃でねかせ,40時間前後で最高42℃前後になるよう温度を調節するとこうじができる。次に酒母タンクに水とこうじを仕込み,乳酸を加えてこうじに付着した雑菌を殺菌したのち,純粋培養酵母と蒸米を加えると,酵母が増殖を始め,7~14日で酒母ができる。いっぽう乳酸を添加せず酒母の温度を8℃前後に長く保つと,こうじ由来の乳酸菌が生えて乳酸を生成するが,やがて菌は自分のつくった乳酸で死滅する。そこで酒母の温度を徐々に上げると,清酒酵母が増殖する。これが上述の菩提泉を改良した生酛であり,自然環境のなかで混在する微生物の性質を巧みに利用した酵母の純粋培養法である。なお生酛製造には1ヵ月近くかかるが,乳酸と培養酵母を加える方法は短期でできるので,これを速醸酒母という。
酒母に蒸米,こうじ,水を三段仕込法で加えて,もろみをつくる。第1回の仕込みを初添え,第2回を仲添え,第3回を留添え(とめぞえ)という。酒母の乳酸の雑菌阻止力は,もろみが酒母の約3倍量になる初添えまで効力があるので,初添え後1日仕込みを休み,その間十分に酵母を活性化させる。この休みを踊りという。踊りの翌日からは連日仲,留を仕込み,留添えで酒母の約15倍量のもろみが仕込まれる。留添えの温度は8℃が標準で,以後酵母の増殖とともに温度は上昇するが,普通,最高温度を15℃に抑え,留添えをした日を含めて20日間前後でアルコール発酵を終了させる。このもろみを袋に入れ圧搾すると白濁した新酒が得られ,袋のなかには酒かすが残る。新酒はなるべく早く滓(おり)を引き,活性炭素を加えてろ過し,火入れといって60~65℃まで加熱し,熱酒を貯蔵タンクに入れ,冷却し熟成させる。これが基本的な3段仕込みによる製造法であるが,酒の甘みを調節するため,もろみの発酵末期に蒸米をこうじや酵素で糖化したいわゆる甘酒を加える方法も開発され,4回目の仕込みに相当するという意味で,四段法といわれている。また第2次大戦中の清酒の不足を補うため,1943年よりもろみに限度量を超えない範囲で,醸造用のアルコール添加ができるようになった。これをアル添仕込法という。さらに戦後の原料米不足に対処して,1949年より醸造用糖類,アミノ酸,有機酸を加えた調味アルコールのもろみへの添加が始まった。これにより米だけでつくった清酒量の3倍の増産が可能となり,これを増醸法,三増法と呼んだ。
現在市販されている清酒には,日本酒造組合中央会の自主規格による内容が表示されている。すなわち〈純米酒〉とは米,米こうじのみでつくったもの,〈原酒〉は搾ったのち加水しないもの,〈生一本(きいつぽん)〉は純米の原酒で自社で醸出したもの,〈本醸造酒〉は前述のアル添仕込法で製造したものであるが,在来行われていた程度のアルコール使用量以下(白米1tあたり100%アルコール120l以下)のものをいう。また,〈吟醸酒〉は60%以下の精白米を使用し,低温発酵させた純米酒または本醸造酒,〈秘蔵酒〉は5年以上貯蔵熟成させたものをいう。なお,アル添仕込のものには醸造用アルコール使用,三増仕込酒の調合されたものには醸造用アルコール・醸造用糖類使用と製品に原材料が表示されている。
市販清酒の特級,1級,2級の表示区分は,全国11の国税局に設置されている地方酒類審議会が,製造業者から自主的に提出された酒を,9名以上の審議会委員の官能検査によって認定したものである。原料の米の精白がよいものほど品質がよく,市場での品質の安定性もよいので,特級用には65%程度の精白米,1級用には70%以下のもの,2級用には73~74%のものが使用され,また高級酒への三増酒混和はほとんど見られないのが普通である。なお業者が特級,1級としての販売を必要としない場合は,審議会に酒を提出せず,品質とは無関係にすべて2級酒として売られる。
→酒屋
執筆者:菅間 誠之助
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
Sponserd by ![]()
出典 株式会社平凡社百科事典マイペディアについて 情報
Sponserd by ![]()
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
Sponserd by ![]()
こうじ,蒸米,水を主原料とし,酵母,こうじ菌,乳酸菌などの並行複発酵により生産されるアルコール飲料.エタノール17~19%,コハク酸0.08~0.15%,全窒素量0.1~0.2%.合成清酒は純合成清酒に少量の清酒を混入したものである.[別用語参照]醸造,アルコール発酵
出典 森北出版「化学辞典(第2版)」化学辞典 第2版について 情報
Sponserd by ![]()
Sponserd by ![]()
字通「清」の項目を見る。
出典 平凡社「普及版 字通」普及版 字通について 情報
Sponserd by ![]()
…酒造法(1953公布)で決められている酒類(アルコール分を1%以上含む飲料および溶かした場合アルコール1%以上となる粉末)を製造する産業。 1995年度の酒類の出荷量(課税移出量)をみると,清酒130万kl,焼酎(しようちゆう)68万kl,ビール698万kl,ウィスキーおよびブランデー18万kl,果実酒類17万kl,その他合成清酒,みりん,リキュールなどで,総出荷量は1000万klとなっている。 現在の産業構造の特徴としては,ビール,ウィスキーといった明治以降に日本で本格的に製造されるようになった洋酒類は,少数の大企業によって近代的な大工場で生産・販売がなされ,寡占化が進んでいるが,清酒,焼酎(とくに乙類)など江戸期以前からある酒類については,大企業もあるが多くは多数の小企業によって製造されていることである。…
…清酒の別称。外国起源の酒にたいし,日本在来の酒の意味で用いられる。…
…室町時代初期から江戸時代にかけて京都産の名酒の代表格とたたえられ,〈松のさかや(酒屋)や梅つぼ(梅壺)の,柳の酒こそすぐれたれ〉(狂言《餅酒(もちさけ)》)と謡われた酒で,貴紳の贈答品としても珍重された。いわゆる〈すみざけ(清酒)〉の好例とみられ,値段も他の良質酒の2倍に近かった。たんに〈柳〉とだけ呼ばれることが多かったが,この名は醸造元の屋号でもあり,樽材に柳の木を用いたのにもよるらしい。…
※「清酒」について言及している用語解説の一部を掲載しています。
出典|株式会社平凡社「世界大百科事典(旧版)」
Sponserd by ![]()
福岡県福岡市博多区の櫛田神社の夏祭り。壮麗な山笠で知られる。今日,山笠には飾り山笠と舁き山笠(かきやまがさ)の 2種類がある。明治時代に電線が架設されて以降,物語場面の人形などを飾りつけた高さ 15m...